English
English
 Español
Español
 italiano
italiano
Fasi del processo di pressofusione: una guida completa
Pressofusione è un processo di fusione del metallo che prevede la forzatura del metallo fuso ad alta pressione nella cavità dello stampo. Il processo consiste in quattro fasi principali: preparazione dello stampo, iniezione del metallo, raffreddamento e solidificazione ed espulsione . Un tipico ciclo di pressofusione ad alta pressione viene completato da 15 a 90 secondi, a seconda della complessità e del materiale della parte.
Procedura passo dopo passo della pressofusione
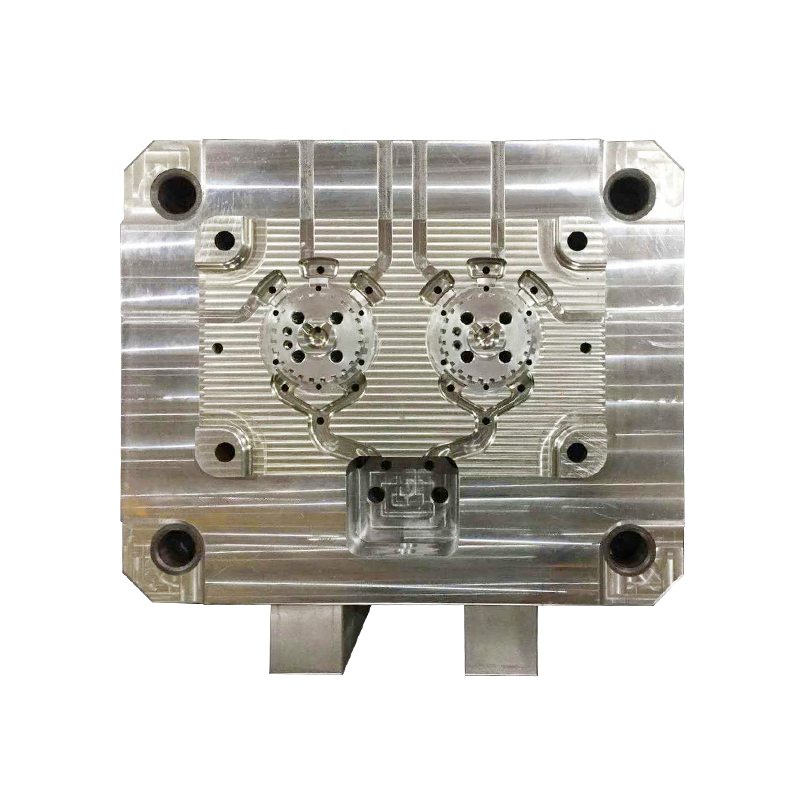
1. Preparazione e bloccaggio dello stampo
Il processo di pressofusione inizia con la preparazione dello stampo in acciaio (stampo). Le due metà dello stampo vengono pulite, lubrificate con un agente distaccante e fissate insieme con a elevata forza di chiusura da 100 a 4.000 tonnellate per resistere alla pressione di iniezione. Viene mantenuta la temperatura adeguata dello stampo (tipicamente 150°C–300°C per l'alluminio) per garantire un flusso ottimale del metallo e prevenire la solidificazione prematura.
2. Iniezione di metallo fuso
Il metallo fuso, comunemente alluminio, zinco o magnesio, viene trasferito in una camera di iniezione e forzato nella cavità dello stampo sottostante alta pressione tra 1.500 e 25.000 psi (10-170 MPa) . La fase di iniezione dura tipicamente Da 0,05 a 0,15 secondi per componenti a parete sottile. Questo riempimento rapido previene la formazione di ossido e garantisce il riempimento completo della cavità.
3. Raffreddamento e solidificazione
Una volta iniettato, il metallo fuso si raffredda e solidifica rapidamente grazie al sistema di stampo raffreddato ad acqua. Il tempo di raffreddamento varia in base allo spessore del materiale:
- Sezioni sottili (1–2 mm): 5-10 secondi
- Sezioni medie (3–5 mm): 10-20 secondi
- Sezioni spesse (>5 mm): 20–40 secondi
4. Espulsione e rifilatura
Dopo la solidificazione, la matrice si apre e gli estrattori spingono fuori il getto. Il materiale in eccesso (bassa, guide e cancelli) viene rimosso tramite operazioni di rifilatura. I moderni sistemi automatizzati possono raggiungere cicli di espulsione veloci fino a 15 secondi per semplici componenti in zinco.
Analisi del tempo del ciclo di pressofusione ad alta pressione
La pressofusione ad alta pressione (HPDC) è apprezzata per le sue rapide capacità di produzione. Il tempo ciclo totale è la somma di più fasi:
| Fase di processo | Parte semplice | Parte complessa |
|---|---|---|
| Chiusura e bloccaggio dello stampo | 2–3 secondi | 3–5 secondi |
| Iniezione di metalli | 0,05–0,1 secondi | 0,1–0,3 secondi |
| Raffreddamento/Solidificazione | 10-15 secondi | 30-60 secondi |
| Apertura ed espulsione dello stampo | 2–3 secondi | 4–8 secondi |
| Tempo ciclo totale | 15–25 secondi | 40–90 secondi |
La pressofusione dello zinco in genere raggiunge tempi di ciclo più rapidi rispetto all'alluminio grazie al punto di fusione più basso dello zinco (419°C contro 660°C) e alla fluidità superiore. I componenti in zinco spesso completano i cicli 15-30 secondi rispetto a quello dell'alluminio 30–90 secondi .
Pressofusione e fusione in sabbia: confronto dei processi
Comprendere le differenze tra pressofusione e fusione in sabbia aiuta i produttori a selezionare il processo appropriato:
| Parametro | Pressofusione ad alta pressione | Colata in sabbia |
|---|---|---|
| Tasso di produzione | Alto (centinaia all'ora) | Basso (decine all'ora) |
| Finitura superficiale | Eccellente (Ra 0,8–3,2 μm) | Ruvido (Ra 12,5–25 μm) |
| Precisione dimensionale | ±0,1 mm | ±0,5–1mm |
| Spessore della parete | Sottile (0,8–3 mm) | Spessa (3–50 mm) |
| Costo degli utensili | Alto ($ 20.000–$ 200.000) | Basso ($ 1.000–$ 10.000) |
| Intervallo di dimensioni della parte | Da piccolo a medio (fino a 20kg) | Da piccolo a molto grande (fino a diverse tonnellate) |
| Opzioni materiali | Limitato (leghe di Al, Zn, Mg, Cu) | Praticamente illimitato (tutti i metalli fondibili) |
Linee guida per la selezione: Scegli la pressofusione per la produzione in grandi volumi (>10.000 unità/anno) che richiede tolleranze strette ed eccellente finitura superficiale. Scegli la fusione in sabbia per la produzione in volumi ridotti, componenti di grandi dimensioni o quando lavori con metalli ferrosi come la ghisa.
Pressofusione di zinco: vantaggi e applicazioni
La pressofusione di zinco offre vantaggi unici che la rendono ideale per applicazioni specifiche:
Principali proprietà dei materiali
- Basso punto di fusione (419°C): Riduce il consumo di energia e prolunga la durata dello stampo (fino a 1.000.000 di colpi contro 100.000 per l'alluminio)
- Fluidità superiore: Permette il getto di pareti sottili fino a 0,3 mm con dettagli intricati
- Elevata resistenza agli urti: Le leghe di zinco resistono Energia d'impatto 50–60 J , sovraperformando alluminio e magnesio
- Ottima lavorabilità: Lavorazione post-fusione più semplice rispetto ad altri metalli pressofusi
Applicazioni comuni
La pressofusione di zinco domina in:
- Componenti interni automobilistici (maniglie delle porte, stemmi, finiture decorative)
- Custodie e connettori per dispositivi elettronici
- Impianti idraulici e ferramenta
- Giocattoli e beni di consumo che richiedono dettagli elevati
Pressofusione nell'industria automobilistica
Il settore automobilistico rappresenta il mercato più grande per la pressofusione, consumandone circa 50–60% di tutte le pressofusioni di alluminio a livello globale. Le recenti tendenze del settore mostrano una crescita significativa nelle applicazioni dei componenti strutturali.
Principali applicazioni automobilistiche
- Scatole di trasmissione: Geometrie complesse che richiedono una tenuta a pressione
- Blocchi motore e testate: Requisiti di elevata conduttività termica
- Componenti strutturali della carrozzeria: Il sottoscocca posteriore della Model Y di Tesla utilizza un Macchina per pressofusione da 6.000 tonnellate producendo un unico pezzo sostituendo 70 componenti stampati
- Parti dello sterzo e delle sospensioni: Requisiti di elevato rapporto resistenza/peso
Tendenze del settore
Lo spostamento verso i veicoli elettrici (EV) ha intensificato la domanda di pressofusione per:
- Alloggiamenti e vassoi delle batterie: Grandi strutture a pareti sottili che richiedono schermatura elettromagnetica
- Alloggiamenti del motore: Integrazione precisa del canale di raffreddamento
- Tecnologia di megafusione: Fusioni in pezzo unico che riducono i tempi di assemblaggio 30–40% e peso di 10–20%
Selezione di un produttore di pressofusione: criteri chiave
Quando acquisti servizi di pressofusione, valuta i produttori in base a questi fattori critici:
Capacità tecniche
- Gamma di tonnellaggio della macchina: Assicurati che la capacità corrisponda alle dimensioni del tuo componente (intervallo comune: 180–4.000 tonnellate)
- Competenza sui materiali: Verifica l'esperienza con la tua lega specifica (Al-Si-Cu, leghe di zinco Zamak, magnesio AZ91D)
- Certificazioni di qualità: ISO 9001, IATF 16949 per l'automotive, AS9100 per l'aerospaziale
- Progettazione interna degli utensili: Riduce i tempi di consegna di 20–30% rispetto alla produzione di stampi in outsourcing
Metricohe di produzione da verificare
| Metric | Standard di settore | Obiettivo ad alte prestazioni |
|---|---|---|
| Rendimento di primo passaggio | 85–90% | >95% |
| Tasso di difetti di porosità | <2% | <0,5% |
| CPK dimensionale | >1,33 | >1,67 |
| Tempi di consegna degli utensili | 12-16 settimane | 8-10 settimane |
Domande frequenti sui tamponi puliti nelle operazioni di pressofusione
Perché i tamponi puliti sono essenziali nella pressofusione?
I tamponi puliti svolgono un ruolo fondamentale nel mantenimento della qualità della pressofusione e nella prevenzione dei difetti. Sono utilizzati per:
- Pulizia della superficie dello stampo: Rimozione di agenti distaccanti residui, accumuli di ossido di alluminio e residui di lubrificante tra un ciclo e l'altro
- Manutenzione della camera di tiro: Pulizia delle punte e dei manicotti dello stantuffo per evitare saldature (l'alluminio si attacca alle superfici in acciaio)
- Pulizia del sistema di ventilazione: Rimozione dei blocchi che causano difetti di porosità da gas
Tipi di tampone consigliati per la pressofusione
- Tamponi resistenti alle alte temperature: In grado di resistere a temperature superficiali dello stampo fino a 350°C senza degradazione delle fibre
- Tamponi industriali senza pelucchi: Tamponi con punta in poliestere o schiuma che non lasciano residui di fibre che potrebbero causare inclusioni
- Tamponi rilevabili con metalli: Per applicazioni di sicurezza alimentare o critiche in cui è necessario eliminare la contaminazione da corpi estranei
Migliori pratiche per l'utilizzo dei tamponi
Implementare queste procedure per massimizzare l'efficacia:
- Utilizzare tamponi dedicati per le diverse aree dello stampo (cavità o camera di iniezione) per prevenire la contaminazione incrociata
- Sostituisci i tamponi ogni 4–6 ore di funzionamento continuo o quando appare una contaminazione visibile
- Applicare solventi detergenti compatibili (alcool isopropilico per pulizie leggere, solventi specializzati per il distacco degli stampi in caso di accumuli pesanti)
- Documentare la frequenza di pulizia nei registri di controllo del processo per la tracciabilità della qualità
Impatto sull'efficienza produttiva
Una corretta manutenzione dei tamponi influisce direttamente sui parametri operativi:
- Tasso di scarto ridotto: Gli stampi puliti producono 15–25% in meno di parti con difetti superficiali
- Durata estesa dello stampo: Una pulizia regolare previene la corrosione e l'erosione, prolungando la vita dello stampo 20–30%
- Tempi di inattività per manutenzione più brevi: La pulizia preventiva riduce le fermate impreviste 40% rispetto ai protocolli di pulizia reattivi