English
English
 Español
Español
 italiano
italiano
Cos'è uno stampo per pressofusione?
A stampo per pressofusione è uno strumento metallico di precisione che modella il metallo fuso ad alta pressione (tipicamente da 1.500 a 25.000 psi) in componenti complessi a forma di rete con tolleranze strette fino a ±0,002 pollici (±0,05 mm). Funge da interfaccia critica tra la macchina per pressofusione e il prodotto finale, determinando la qualità della parte, l'accuratezza dimensionale e l'efficienza produttiva.
A differenza della fusione in sabbia o della fusione a cera persa, gli stampi per pressofusione sono strumenti riutilizzabili che può produrre Da 100.000 a 1.000.000 di scatti prima di richiedere la sostituzione, a seconda del materiale e design. Lo stampo è costituito da due metà, la matrice di copertura fissa e la matrice di espulsione mobile, che si chiudono per formare una cavità che corrisponde alla geometria della parte desiderata.
Caratteristiche chiave
- Materiale: Acciai per utensili di prima qualità come H13 (1.2344), 8407 o DIEVAR, trattati termicamente a 44-48 HRC per un equilibrio ottimale tra durezza e tenacità.
- Temperatura operativa: Le temperature superficiali della cavità variano da 300°F a 500°F (da 150°C a 260°C) per l'alluminio e fino a 700°F (370°C) per le leghe di zinco.
- Tempo di ciclo: I cicli di produzione tipici vanno da 30 secondi a 2 minuti, consentendo la produzione di volumi elevati di 500-2.000 scatti al giorno.
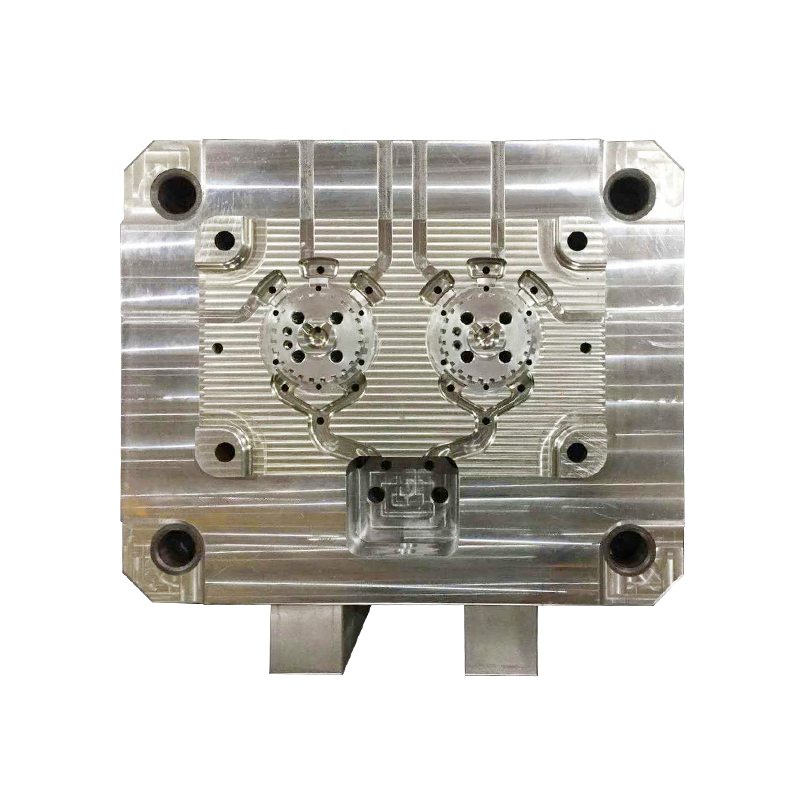
Componentei strutturali principali di uno stampo per pressofusione
L'integrità funzionale di uno stampo per pressofusione si basa su sei sistemi di componenti essenziali che lavorano in sinergia. Ciascun componente affronta specifiche sfide termiche, meccaniche e operative inerenti all'iniezione di metalli ad alta pressione.
| Component | Funzione | Specifiche critiche |
|---|---|---|
| Cavità e nuclei | Definire la geometria della parte e le caratteristiche interne | Tolleranza: ±0,001 pollici; Finitura superficiale: 16-32 μin Ra |
| Boccola del canale di colata | Canalizzare il metallo fuso dall'ugello della macchina | Temprato a 50-52 HRC; Angolo di sformo 3-5° |
| Sistema di corridori | Distribuire il metallo ai cancelli della cavità | Sezione trapezoidale; Velocità: 30-60 m/s |
| Canali di raffreddamento | Regolare l'equilibrio termico e la solidificazione | Diametro: 8-12 mm; Distanza dalla cavità: 1,5-3× diametro |
| Sistema di espulsione | Rimuovere la fusione solidificata dallo stampo | Diametro perno: 3-8 mm; conicità 1-3°; 20-30 pin tipici |
| Sistema di ventilazione | Espellere l'aria e prevenire la porosità da gas | Profondità: 0,05-0,15 mm; Area totale dello sfiato: 20-30% dell'area del cancello |
Architettura di gestione termica
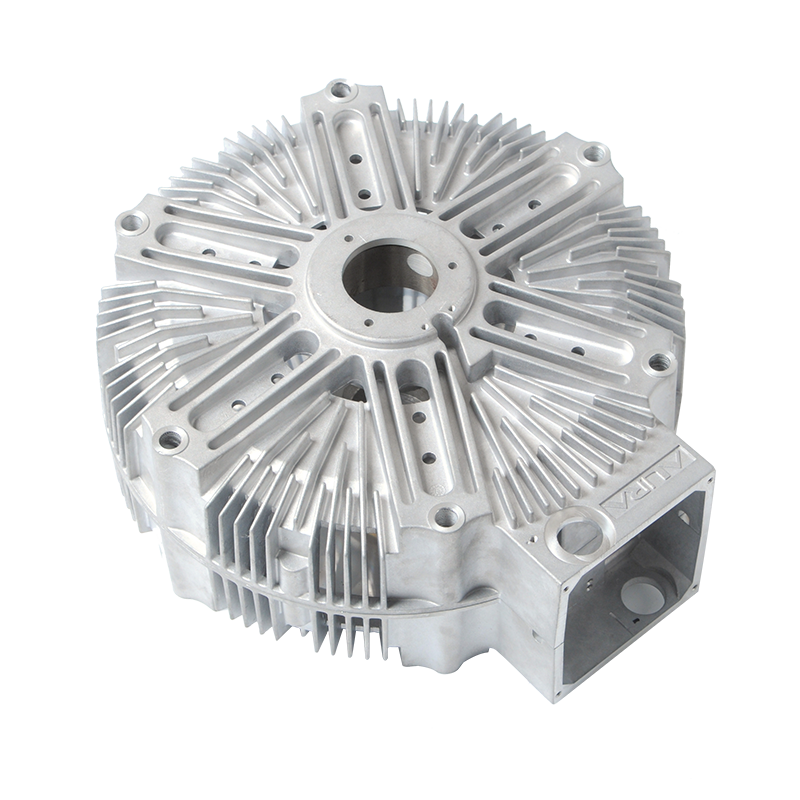
La rete di canali di raffreddamento rappresenta la sfida progettuale più complessa. Un raffreddamento inadeguato causa il 60-70% dei difetti di qualità legati allo stampo. Gli stampi moderni utilizzano canali di raffreddamento conformati che seguono i contorni della cavità, riducendo i tempi di ciclo del 20-40% rispetto ai tradizionali canali a foratura dritta. Ad esempio, uno stampo della scatola della trasmissione con raffreddamento conformato ha ottenuto una riduzione del tempo di ciclo da 85 secondi a 52 secondi, migliorando al tempo stesso la consistenza dimensionale del 35%.
Difetti comuni e risoluzione dei problemi
Circa l'85% dei difetti di pressofusione derivano da problemi legati allo stampo piuttosto che dai parametri della macchina o dalla qualità dei materiali. Comprendere le cause profonde consente una diagnosi rapida e un’azione correttiva.
Porosità e intrappolamento di gas
Livelli di porosità superiori al 3-5% in volume rendono generalmente le parti inaccettabili per applicazioni strutturali. Le cause principali includono uno sfiato inadeguato (sfiati ostruiti da residui di lubrificante o accumuli di alluminio), un'eccessiva velocità di iniezione che causa turbolenze e un design inadeguato delle porte che creano sacche d'aria. Passaggi per la risoluzione dei problemi: aumentare la profondità di sfiato a 0,10-0,15 mm, ridurre la velocità dello stantuffo da 4 m/s a 2,5 m/s durante la fase di riempimento della cavità e riposizionare i cancelli per evitare zone d'aria intrappolate.
Segni di arresto a freddo e flusso
Gli arresti a freddo si verificano quando due fronti metallici si incontrano al di sotto della temperatura di fusione (circa 593 °C/1.100 °F per l'alluminio). L'aumento della temperatura dello stampo di 28°C (50°F) spesso elimina gli arresti a freddo senza modifiche dei parametri. Assicurarsi che i canali di raffreddamento mantengano un'uniformità di ±5°F (±3°C) su tutta la superficie della cavità. I segni di flusso indicano una solidificazione prematura; le soluzioni includono l'aumento della temperatura del metallo di 14-28°C (25-50°F) o l'aumento dello spessore del cancello di 0,5-1,0 mm.
Imprecisione dimensionale
Le leghe di alluminio si ritirano del 4,5-5,5% durante la solidificazione; le leghe di zinco si ritirano dello 0,6-0,8%. I progettisti di stampi devono compensare con quote di ritiro calibrate con precisione sulla composizione della lega. Ad esempio, l'alluminio A380 richiede una compensazione del ritiro lineare del 5,0%, mentre lo zinco Zamak 3 richiede solo lo 0,7%. La deriva dimensionale durante la produzione spesso indica uno squilibrio termico: verificare che la portata del canale di raffreddamento superi i 2 galloni al minuto (7,6 L/min) per circuito.
Perché le muffe sviluppano bave e crepe
Le bave (bave) e le crepe rappresentano le due modalità di guasto dello stampo più costose, rappresentando il 45% della manutenzione non pianificata dello stampo. Comprendere le loro origini metallurgiche e meccaniche è essenziale per la prevenzione.
Meccanismo di formazione delle bave
Le bave si formano quando il metallo fuso penetra negli spazi tra le superfici accoppiate superiori a 0,05 mm (0,002 pollici). Lo spessore della bava aumenta esponenzialmente con la dimensione dello spazio vuoto: uno spazio di 0,10 mm produce una bava 4 volte più spessa di uno spazio di 0,05 mm. Le cause primarie includono:
- Carenza di forza di serraggio: Il tonnellaggio insufficiente della macchina consente la separazione dello stampo. Forza di bloccaggio richiesta = area della parte proiettata (in²) × pressione di iniezione (psi) × fattore di sicurezza (1,2-1,5).
- Usura della linea di giunzione: Dopo 50.000-100.000 cicli, le superfici della linea di giunzione sviluppano una microerosione dovuta ai cicli termici e al flusso di metallo abrasivo, creando percorsi di perdita.
- Distorsione termica: Il riscaldamento irregolare provoca un incurvamento di 0,02-0,08 mm in stampi di grandi dimensioni (oltre 20 pollici), aprendo spazi agli angoli.
Dinamiche di propagazione delle cricche
Il controllo del calore (fessurazione per fatica termica) inizia dopo 5.000-20.000 cicli nelle zone ad alto calore e si propaga a 0,1-0,5 mm per 1.000 cicli. Il meccanismo prevede stress termici ciclici: le superfici della cavità si riscaldano a 315-427 °C (600-800 °F) durante l'iniezione, quindi si raffreddano a 150-200 °C (300-400 °F) durante il raffreddamento. Questa oscillazione di temperatura di 300-400°F induce uno stress di compressione durante il riscaldamento e uno stress di trazione durante il raffreddamento, superando il limite di fatica del materiale.
Le sedi delle crack si concentrano in:
- Angoli interni acuti (fattore di concentrazione delle tensioni K t > 3,0)
- Aree dei cancelli che subiscono un impatto diretto di metallo fuso a una velocità di 30-60 m/s
- Sezioni a parete sottile (<3 mm) con rapida estrazione del calore
- I fori degli estrattori creano stress
Prolungamento della durata utile dello stampo per pressofusione
L'implementazione di strategie complete di estensione della durata può aumentare la longevità dello stampo da 100.000 a 300.000 stampate, riducendo i costi degli utensili per parte del 60-70%.
Selezione dei materiali e trattamento termico
L'acciaio Premium H13 con rifusione elettroscoria (ESR) riduce le inclusioni non metalliche del 90%, prolungando la durata dell'innesco della cricca del 40%. Ottimizza il trattamento termico per ottenere una durezza di 46-48 HRC con il 12-14% di austenite trattenuta per una tenacità ottimale. La nitrurazione ionica a una profondità di 0,15-0,25 mm aumenta la durezza superficiale a 65-70 HRC, resistendo all'erosione mantenendo il substrato duttile.
Protocolli di gestione termica
Mantenere la temperatura superficiale della cavità entro ±15°F (±8°C) rispetto al target utilizzando il controllo del raffreddamento a circuito chiuso. L'implementazione del raffreddamento a impulsi (flusso intermittente del refrigerante) riduce lo shock termico del 30% rispetto al flusso continuo. Preriscaldare gli stampi a 120-175°C (250-350°F) prima della produzione per ridurre al minimo lo shock termico iniziale; l'avviamento “a freddo” riduce la vita attesa del 25-30%.
Manutenzione e ingegneria delle superfici
Una manutenzione programmata ogni 10.000-15.000 scatti previene guasti catastrofici. Le pratiche chiave includono:
- Arresto delle crepe: Eliminare le crepe verificate termicamente che superano la profondità di 0,5 mm e ripararle con saldatura TIG utilizzando materiale di apporto corrispondente, seguito da rinvenimento di distensione a 25°F (14°C) al di sotto della temperatura di rinvenimento originale.
- Rivestimenti superficiali: I rivestimenti PVD (Physical Vapor Deposition) di TiAlN o CrN (spessore 2-4 μm) riducono la saldatura dell'alluminio dell'80% e prolungano gli intervalli di lucidatura da 5.000 a 15.000 colpi.
- Ottimizzazione della lubrificazione: Applicare lubrificanti a base acqua con rapporto di diluizione 1:80-1:120; un lubrificante eccessivo provoca accumulo e porosità, mentre un'applicazione insufficiente accelera l'erosione.
Design per la longevità
Le decisioni di progettazione determinano il 70% della durata potenziale dello stampo. Linee guida critiche:
- Mantenere un raggio minimo di 1,5 mm su tutti gli angoli interni (riduce la concentrazione delle sollecitazioni del 60%)
- Limitare il rapporto lunghezza/diametro del nucleo a 4:1 per evitare bave indotte dalla deflessione
- Posizionare i canali di raffreddamento con un diametro di 1,5-2,0× dalla superficie della cavità per un'estrazione ottimale del calore senza indebolimento strutturale
Domande frequenti sugli stampi per pressofusione
Qual è la fascia di costo tipica per uno stampo per pressofusione?
I costi degli stampi per pressofusione vanno da 15.000 dollari per semplici parti in zinco a 250.000 dollari per scatole di trasmissione automobilistiche complesse. Gli stampi in alluminio costano in genere il 20-30% in più rispetto agli stampi in zinco a causa delle sollecitazioni termiche più elevate che richiedono una struttura più robusta. Gli stampi prototipo che utilizzano acciaio P20 (invece che H13) riducono i costi iniziali del 40-50% ma limitano la produzione a 10.000-20.000 colpi.
Quanto tempo ci vuole per produrre uno stampo per pressofusione?
I tempi di consegna standard dello stampo sono di 8-16 settimane, a seconda della complessità: i semplici stampi a due piastre richiedono 6-8 settimane, mentre le guide complesse e i meccanismi di svitamento allungano i tempi fino a 14-20 settimane. I programmi urgenti che utilizzano operazioni di lavorazione parallele possono ridurlo del 30-40% con un sovrapprezzo del 15-25%.
È possibile modificare gli stampi per pressofusione dopo la produzione iniziale?
Le modifiche sono fattibili ma costose: la saldatura e la rilavorazione delle superfici delle cavità costano il 15-25% del prezzo originale dello stampo, mentre l'aggiunta di diapositive o la modifica delle linee di giunzione spesso supera il 50% del costo iniziale. La progettazione per il cambiamento (inserti rimovibili) consente aggiornamenti della geometria al 5-10% del costo dello stampo. Pianificare 2-3 ordini di modifica tecnica (ECO) durante il ciclo di vita del prodotto.
Qual è la differenza tra gli stampi per pressofusione convenzionali e sottovuoto?
Gli stampi per pressofusione sotto vuoto comprendono linee di separazione sigillate e sistemi di ventilazione in grado di raggiungere una pressione nella cavità <50 mbar, riducendo la porosità dal 3-5% a <1% e consentendo getti trattabili termicamente. I costi aggiuntivi includono valvole per vuoto ($ 2.000-5.000), sistemi di espulsione sigillati e tolleranze di lavorazione precise (± 0,01 mm sulle superfici di divisione). Gli stampi sottovuoto sono essenziali per i componenti strutturali automobilistici che richiedono il trattamento termico T6.
Come si determina quando uno stampo ha raggiunto la fine del suo ciclo di vita?
I criteri di fine vita includono: deriva dimensionale superiore alle bande di tolleranza (tipicamente ±0,005 pollici), densità di crepe superiore a 5 crepe per pollice quadrato in aree critiche o costi di riparazione superiori al 40% del costo di sostituzione. Molti stampi vengono sottoposti a 3-5 importanti ristrutturazioni (saldatura, rilavorazione, rinitrurazione) prima del ritiro, estendendo la durata totale a 500.000 stampi. Tieni traccia dei costi di riparazione cumulativi; quando la manutenzione annuale supera il deprezzamento di un nuovo stampo, la sostituzione è economicamente giustificata.