Contenuto
Le leghe di alluminio, principalmente A380 e ADC12, sono la scelta migliore per la maggior parte pressofusione automobilistica funzionano perché combinano leggerezza, forte conduttività termica, resistenza alla corrosione e facile riempimento dello stampo in un unico materiale. Le leghe di zinco prendono il sopravvento dove le tolleranze strette e la lunga durata dell'utensile contano di più, mentre il magnesio sta guadagnando terreno nelle parti di automobili di nuova energia dove ogni grammo conta. La scelta giusta dipende sempre dal lavoro del componente, dalla sua temperatura operativa e dal suo volume di produzione.
Un produttore professionale di pressofusione che produce scatole del cambio, parti di motori, pistoni, valvole e parti di automobili di nuova energia inizia quasi sempre il dialogo sui materiali con l'alluminio. Ha circa un terzo della densità dell'acciaio, conduce il calore abbastanza bene da fungere da dissipatore di calore naturale e resiste alla corrosione senza richiedere un rivestimento pesante. La sola pressofusione di alluminio rappresenta più della metà della produzione globale di pressofusione in termini di volume, e tale quota continua a salire mentre le case automobilistiche inseguono piattaforme più leggere.
Due gradi di alluminio gestiscono la maggior parte di quel volume. L’A380 è il punto di riferimento in Nord America ed Europa. L'ADC12, l'equivalente giapponese dell'A383, guida la produzione negli stabilimenti asiatici. Entrambi condividono una chimica simile a base di silicio, ma piccole differenze nel contenuto di rame e silicio cambiano laddove ciascuno offre le migliori prestazioni.
L'A380 si guadagna la reputazione su parti strutturali di medie e grandi dimensioni come gusci di scatole del cambio, staffe motore e coperchi di trasmissione. Il suo elevato contenuto di silicio mantiene il metallo fuso fluire senza intoppi nelle cavità complesse, limitando la porosità e il ritiro anche sulle sezioni più spesse.
| Resistenza alla trazione | Circa 320MPa |
| Forza di snervamento | Circa 160MPa |
| Densità | 2,71 g per centimetro cubo |
| Intervallo di fusione | Da 540 a 595 gradi Celsius |
| Conducibilità termica | 96 W per metro-kelvin |
L'A380 lavora anche in modo pulito, il che è importante per i ricambi auto che necessitano di finitura CNC dopo la fusione, come le superfici di tenuta su una coppa dell'olio o le superfici di montaggio sull'alloggiamento del motore.
L'ADC12 trasporta leggermente più silicio e meno rame dell'A380, il che si traduce in una migliore fluidità per le parti a pareti sottili e geometricamente impegnative. Parti di motori, piccoli involucri elettronici e alloggiamenti di batterie per parti di automobili a nuova energia spesso specificano ADC12 perché mantiene la precisione dimensionale su lunghi cicli di produzione, riducendo le rilavorazioni durante la lavorazione.
| Più adatto per | Parti a parete sottile e con geometria complessa |
| Fluidità | Eccellente |
| Lavorabilità | Molto buono |
| Riferimento normativo | JIS, comune in tutta la produzione asiatica |
| Parti tipiche | Coperchi motore, alloggiamenti inverter, alloggiamenti ingranaggi |
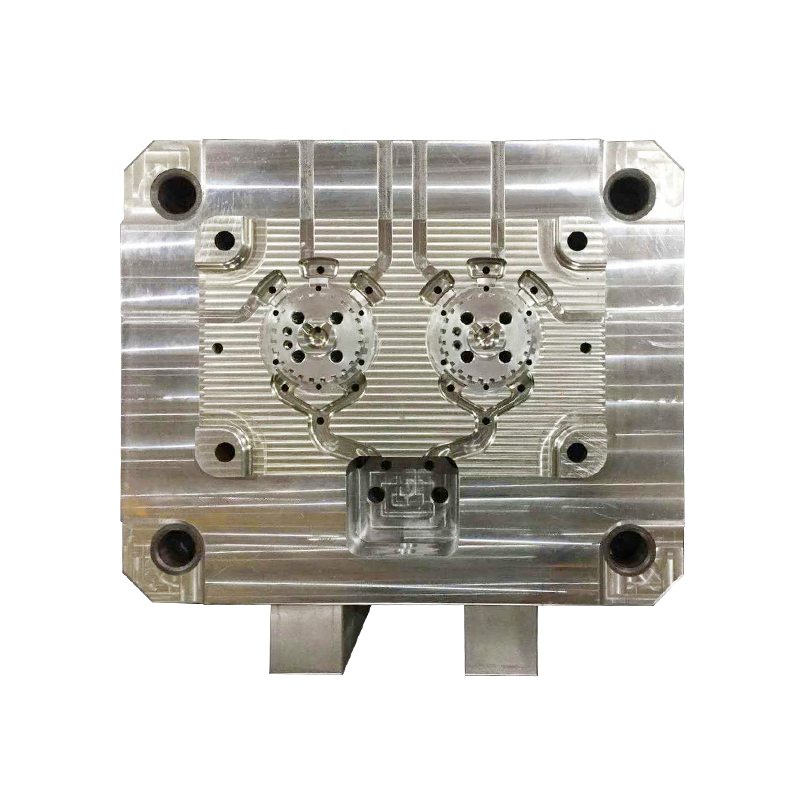
Un'istantanea di componenti pressofusi in alluminio e zinco prodotti per applicazioni automobilistiche, motoristiche e di illuminazione, ciascuno progettato per i propri requisiti specifici di lega e carico.

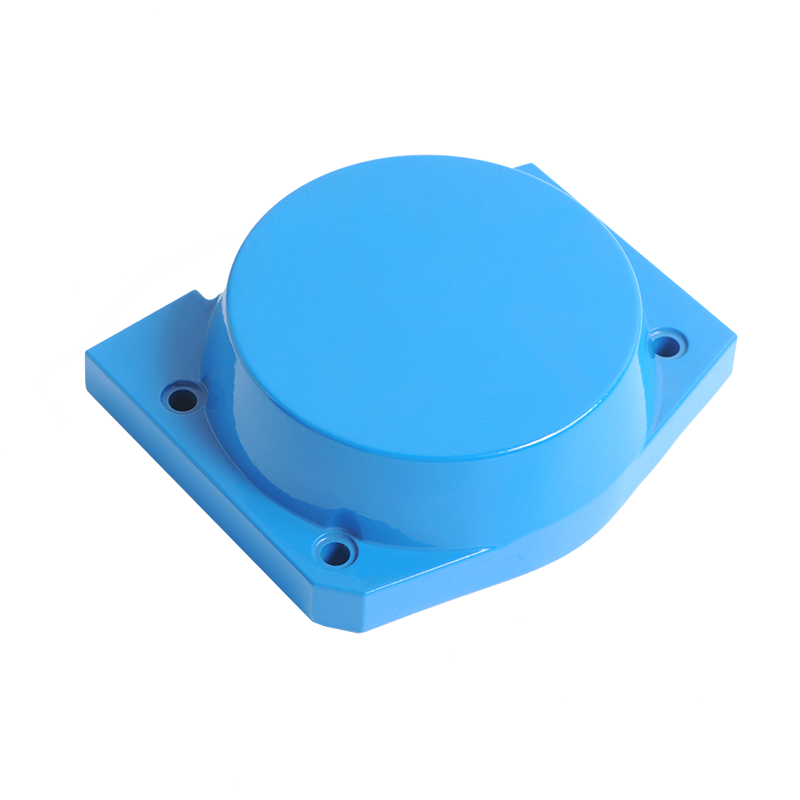
Alloggiamento della scatola di controllo
Parti di automobili della nuova energia
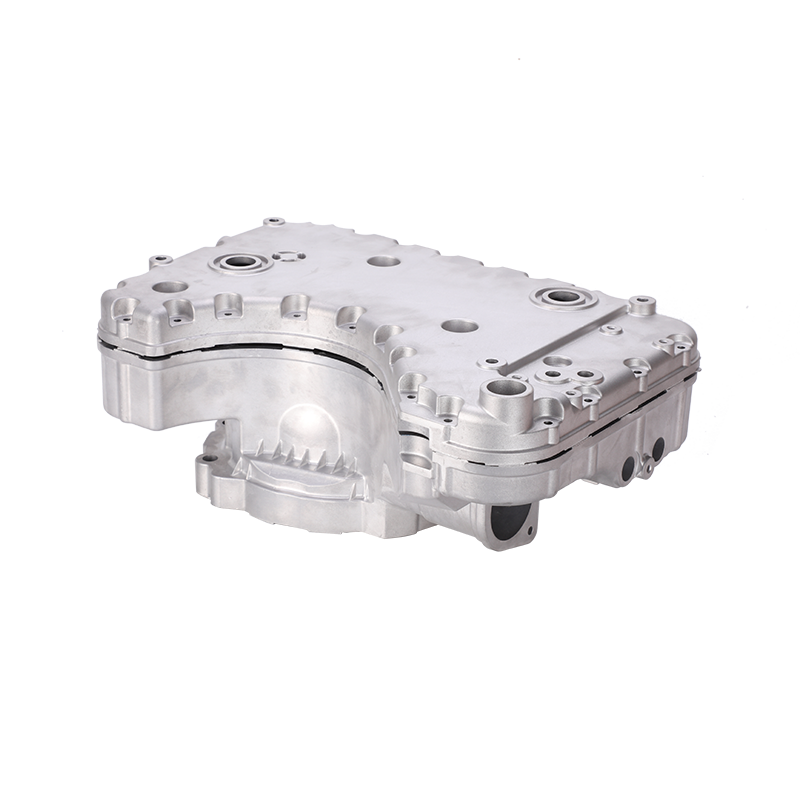
Alloggiamento del motore
Ricambi auto
Alloggiamento del cambio
Alloggiamento del cambios
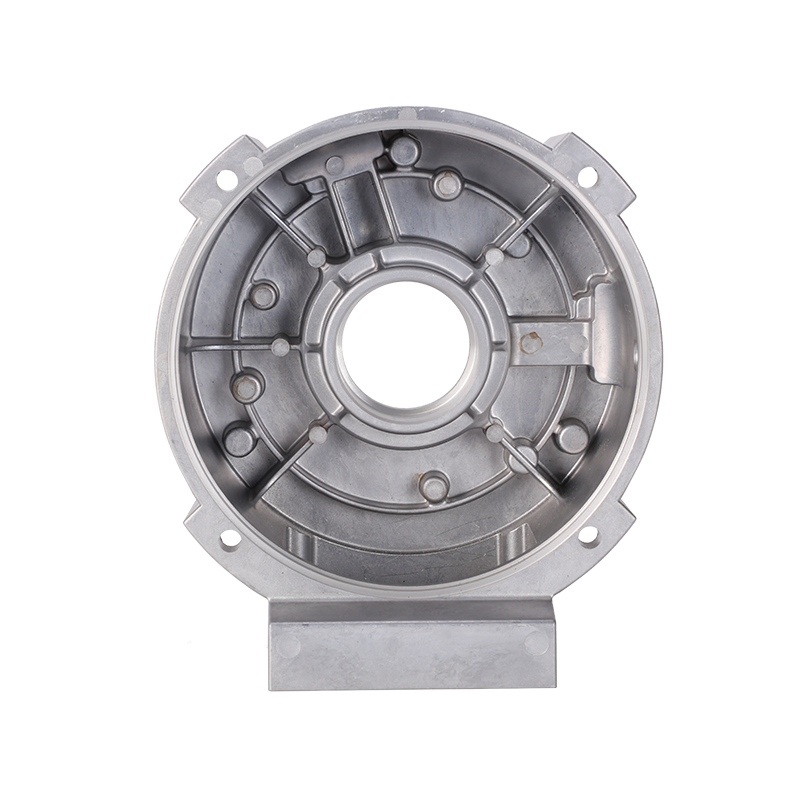
Alloggiamento del telaio dello statore
Parti del motore
Pistoni anodizzati
Pistoni e testateLe leghe di zinco, comunemente della famiglia Zamak, intervengono quando una parte necessita di tolleranze più strette, una finitura superficiale più fine o uno stampo più duraturo. Uno stampo per pressofusione di zinco può durare molto più a lungo di uno strumento equivalente in alluminio perché lo zinco si scioglie a una temperatura molto più bassa, riducendo così lo stress termico sulla cavità ad ogni ciclo.
| Forza di snervamento | Circa 2,5 volte superiore rispetto ai tipici gradi di alluminio |
| Durezza (lega EZAC) | Circa 125 BHN |
| Durezza (alluminio standard) | da 70 a 85 BHN |
| Limitazione principale | Densità e peso delle parti più elevati |
| Usi tipici | Piccole valvole, connettori, meccanismi di maniglie delle porte |
Il compromesso è il peso. Le parti in zinco sono notevolmente più pesanti degli equivalenti in alluminio, motivo per cui lo zinco tende a rimanere in hardware piccolo e di precisione piuttosto che in componenti strutturali di grandi dimensioni su piattaforme focalizzate sulla leggerezza.
Il magnesio è il metallo strutturale per pressofusione più leggero disponibile e il suo ruolo nelle parti di automobili che generano nuove energie continua ad espandersi. AZ91D rimane il grado di magnesio più comune e più fondibile. Rispetto all’alluminio, il magnesio può ridurre di un altro 20-30% il peso dei componenti, il che ha un impatto diretto sull’autonomia nelle piattaforme elettriche.
Il problema è il controllo del processo. Il magnesio si ossida più facilmente durante la fusione e necessita di un trattamento superficiale per eguagliare la resistenza alla corrosione dell'alluminio. Funziona anche a un costo materiale più elevato, quindi tende ad apparire solo in articoli critici dal punto di vista del peso come i vassoi delle batterie e parti selezionate del motore piuttosto che nell’intero veicolo.
| Alloggiamento del cambio | Alluminio A380 | Resistenza strutturale e resistenza al calore |
| Parti di motori per veicoli elettrici | Magnesio ADC12 o AZ91D | Leggerezza e precisione dimensionale |
| Pistoni | A380 o A390 | Alto contenuto di silicio per resistenza all'usura |
| Valvole e connettori | Zama 3 o Zama 5 | Precisione e tolleranze strette |
| Custodia per lampione stradale a LED | ADC12 o A380 | Dissipazione termica nella fusione a parete sottile |
| Parti di automobili di nuova energia | Magnesio ADC12 o AZ91D | Risparmio di peso grazie alla resistenza alla corrosione |
La selezione della lega è solo metà dell’equazione. La coerenza della produzione distingue un produttore affidabile di pressofusione dal resto del settore. La pressofusione ad alta pressione funziona generalmente tra 1.000 e 30.000 psi a seconda della geometria della parte e della lega, quindi la capacità della macchina deve corrispondere al lavoro. Cerca l'ispezione della macchina di misura a coordinate, la certificazione dei materiali e la documentazione PPAP come requisiti di base per il lavoro di livello automobilistico.
Nello specifico, per i componenti automobilistici che utilizzano nuove energie, il controllo della porosità e la tenuta alla pressione hanno un peso aggiuntivo, poiché molti di questi componenti si trovano vicino a sistemi ad alta tensione o linee di raffreddamento. Un fornitore che gestisce la progettazione degli stampi, la pressofusione dell'alluminio, la lavorazione meccanica e il trattamento delle superfici sotto lo stesso tetto offre solitamente una qualità più costante rispetto a uno che esternalizza le fasi lungo il percorso.
Non esiste una lega unica che vince ogni applicazione. I gradi di alluminio come A380 e ADC12 coprono la maggior parte dei ricambi auto sia in termini di volume che di valore. Le applicazioni di stampi per pressofusione di zinco mantengono la loro posizione su hardware piccolo e preciso che necessita di uno strumento di lunga durata. Il magnesio è l'opzione emergente per i componenti automobilistici a nuova energia più sensibili al peso. Per ottenere questo risultato, si inizia con la definizione dei requisiti di carico, temperatura e tolleranza del pezzo, quindi con la scelta di un produttore di pressofusione in grado di eseguire correttamente quella lega, dall'utensileria fino all'ispezione finale.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano