Contenuto
Pressofusione di ricambi auto è il metodo di produzione dominante per componenti metallici di precisione in grandi volumi nel settore automobilistico - e per una buona ragione. Offre tolleranze strette, geometrie complesse e finiture superficiali eccellenti a un costo per parte che nessun altro processo può eguagliare su larga scala. Che tu stia acquistando staffe, alloggiamenti o involucri strutturali per batterie per veicoli elettrici, comprendere la pressofusione ti aiuterà a prendere decisioni più rapide e intelligenti.
Questa guida copre tutto, dagli aspetti fondamentali del processo di pressofusione alla selezione dei materiali, alle applicazioni per veicoli elettrici, alle opzioni di finitura e a domande frequenti pratiche, così potrai determinare se la pressofusione è la soluzione giusta per il tuo progetto.

La pressofusione è un processo di fusione del metallo in cui il metallo fuso viene iniettato ad alta pressione in uno stampo di acciaio riutilizzabile, chiamato stampo. Il metallo si solidifica rapidamente e la parte finita viene espulsa, spesso in meno di 60 secondi per ciclo. Per le applicazioni automobilistiche, ciò si traduce in milioni di parti dalla forma quasi perfetta con precisione dimensionale costante.
Il settore automobilistico rappresenta oltre il 75% di tutta la produzione di pressofusione a livello mondiale , secondo la North American Die Casting Association (NADCA). I comuni ricambi auto prodotti tramite pressofusione includono blocchi motore, alloggiamenti della trasmissione, fusi a snodo, corpi di pompe, maniglie delle porte e, sempre più, componenti strutturali di grandi dimensioni per veicoli elettrici.

Comprendere il processo aiuta ad anticipare i tempi di consegna, i requisiti di progettazione e i fattori di costo.
Esistono diverse varianti di pressofusione, ciascuna adatta a leghe, dimensioni dei pezzi e requisiti di qualità diversi.
| Digitare | Come funziona | Le migliori leghe | Vantaggio chiave |
|---|---|---|---|
| Camera Calda | Il meccanismo di iniezione è immerso nel metallo fuso | Zinco, Magnesio | Tempi di ciclo rapidi, bassa porosità |
| Camera fredda | Il metallo è stato versato separatamente nel manicotto | Alluminio, Rame | Gestisce leghe ad alto punto di fusione |
| Pressofusione sottovuoto | L'aria viene evacuata dallo stampo prima dell'iniezione | Alluminio | Porosità prossima allo zero, parti saldabili |
| Semisolido (Thixcasting) | Metallo iniettato allo stato semisolido | Alluminio, Magnesium | Eccellenti proprietà meccaniche |
| Colata a compressione | Durante la solidificazione viene applicata un'alta pressione | Alluminio | Integrità strutturale, trattabile termicamente |
Per la maggior parte delle applicazioni automobilistiche ad alto volume, pressofusione di alluminio a camera fredda è la scelta predefinita. La pressofusione sotto vuoto è sempre più specifica per le parti strutturali di veicoli elettrici dove è richiesta la saldabilità.

Il dominio della pressofusione nella produzione automobilistica non è casuale. Offre una combinazione di attributi prestazionali che i processi concorrenti semplicemente non possono replicare su larga scala.

Nessun processo di produzione è privo di compromessi. Comprendere i limiti della pressofusione ti aiuta a evitare costose sorprese.

I componenti automobilistici pressofusi svolgono ruoli strutturali, termici, meccanici ed estetici. Il processo è scelto proprio perché può soddisfare contemporaneamente più requisiti funzionali in un unico pezzo.
I fusi a snodo, le staffe del sottotelaio e i componenti delle sospensioni sopportano carichi dinamici e devono soddisfare requisiti di durata a fatica superiori 10 milioni di cicli . Le pressofusioni di alluminio con resistenza alla trazione di 280–320 MPa soddisfano queste esigenze riducendo la massa del 40–50% rispetto agli equivalenti in acciaio.
I blocchi motore, le testate dei cilindri e, sempre più spesso, gli alloggiamenti delle batterie dei veicoli elettrici sfruttano la capacità della pressofusione di integrare complessi canali di raffreddamento direttamente nella geometria del pezzo, eliminando gli assemblaggi brasati e riducendo la resistenza termica.
Scatole di trasmissione, alloggiamenti di differenziali e corpi di pompe formano involucri sigillati per fluidi sotto pressione. La pressofusione fornisce la consistenza dimensionale necessaria per una tenuta affidabile della guarnizione senza inserimento manuale.
Nei veicoli moderni, gli involucri in alluminio pressofuso e zinco ospitano centraline elettroniche, sensori e connettori, fornendo schermatura EMI, percorsi di messa a terra e protezione da vibrazioni e infiltrazioni.
La selezione del materiale è una delle decisioni più importanti nella pressofusione di componenti automobilistici. Ciascuna famiglia di leghe offre una combinazione distinta di proprietà, costi e lavorabilità.
| Lega | Densità (g/cm³) | Resistenza alla trazione (MPa) | Applicazioni automobilistiche tipiche |
|---|---|---|---|
| Alluminio A380 | 2.71 | 310 | Blocchi motore, alloggiamenti, staffe |
| Alluminio ADC12 | 2.74 | 320 | Custodie della trasmissione, portabatterie per veicoli elettrici |
| Magnesio AZ91D | 1.81 | 230 | Cruscotti, volanti |
| Zama Zincata 3 | 6.60 | 283 | Maniglie per porte, componenti per serrature, connettori |
| Rame C83600 | 8.50 | 255 | Terminali elettrici, cuscinetti |
Le leghe di alluminio dominano la pressofusione automobilistica , che rappresentano circa l'80% di tutti i getti automobilistici in peso. La tendenza verso l’alleggerimento dei veicoli sta accelerando il passaggio dallo zinco e dalla ghisa all’alluminio, in particolare nelle applicazioni strutturali e di propulsione.

I veicoli elettrici stanno rimodellando profondamente la domanda di pressofusione. L’eliminazione del motore a combustione interna elimina alcune tradizionali applicazioni di fusione (teste cilindri, blocchi motore) creando al contempo opportunità molto più ampie nelle architetture specifiche dei veicoli elettrici.
I produttori di veicoli elettrici utilizzano prevalentemente leghe di alluminio ad alta duttilità in grado di sopportare carichi d'urto senza fratturarsi, un requisito imposto dalle normative sulla protezione della batteria. Leghe come Silafont-36 (AlSi10MnMg), Aural-2 e composizioni proprietarie sono ottimizzate per:

La tendenza più trasformativa del casting di veicoli elettrici è gigacasting — utilizzando macchine con forze di chiusura da 6.000 a 16.000 tonnellate per produrre massicci getti strutturali monopezzo che sostituiscono centinaia di parti stampate e saldate. Il sottoscocca posteriore della Model Y di Tesla, ad esempio, si consolida approssimativamente 70 parti singole in un unico componente pressofuso , riducendo i tempi di assemblaggio del 30% e il peso del 10%.
Le principali applicazioni di pressofusione di veicoli elettrici includono:
Il mercato globale della pressofusione di veicoli elettrici è stato valutato a circa 5,8 miliardi di dollari nel 2023 e si prevede che supererà i 18 miliardi di dollari entro il 2032, grazie ai tassi di adozione dei veicoli elettrici e alla proliferazione della tecnologia giga-casting tra gli OEM tra cui Volvo, Toyota e Rivian.

La pressofusione viene applicata praticamente a tutti i sistemi di veicoli. Di seguito gli ambiti applicativi più significativi:
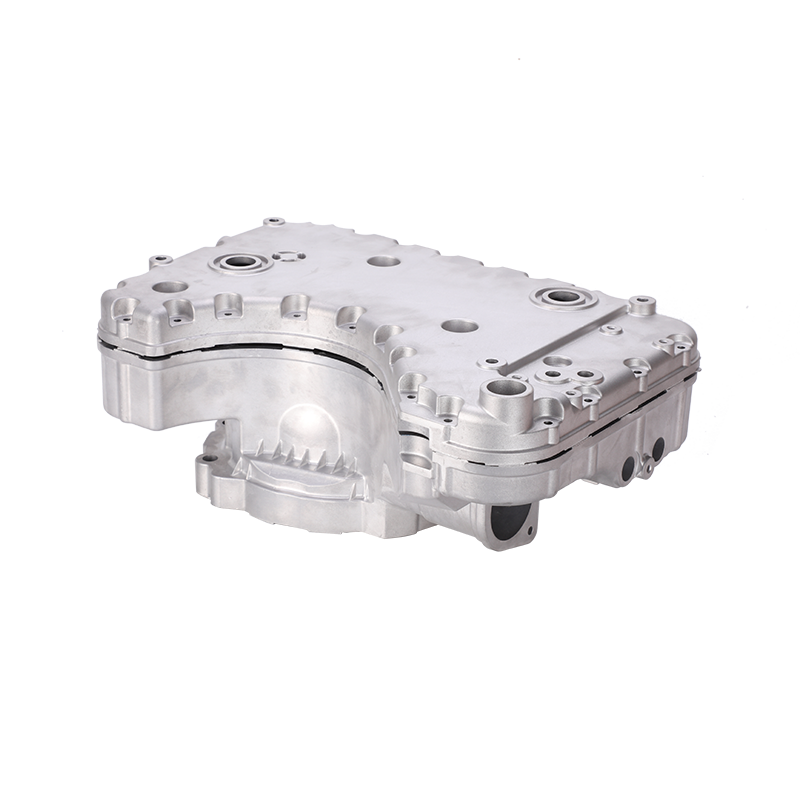
Blocchi motore, testate, coppe dell'olio, coperchi della distribuzione e scatole di trasmissione sono stati storicamente la spina dorsale della pressofusione automobilistica. Un tipico motore V6 può contenere 15-20 componenti pressofusi , ciascuno dei quali richiede carotaggi interni complessi e tolleranze strette del foro.
I fusi a snodo, le staffe dei bracci di controllo e i nodi del sottotelaio sono sempre più pressofusi in alluminio, in sostituzione dell'acciaio forgiato per ridurre la massa non sospesa. La massa non sospesa ridotta, anche di 1 kg per curva, migliora sensibilmente la frequenza di guida e la risposta in manovra.
Le maniglie delle porte, le staffe degli specchietti, i regolatori dei sedili e i componenti decorativi sono generalmente pressofusi in zinco, sfruttando la capacità dello zinco di mantenere tolleranze strette su sezioni di parete sottili fino a 0,4 mm .
Gli alloggiamenti dei compressori, i corpi delle pompe, gli alloggiamenti dei termostati e i corpi delle valvole per i sistemi HVAC e di raffreddamento sono generalmente in alluminio pressofuso, scelti per la loro tenuta alla pressione e compatibilità con i prodotti chimici dei refrigeranti.
Gli alloggiamenti delle ECU, le staffe dei sensori radar e i corpi dei connettori sono tra le applicazioni di pressofusione in più rapida crescita nei veicoli moderni, spinte dalla proliferazione di ADAS e dell'elettronica dei veicoli connessi.

La maggior parte delle parti automobilistiche pressofuse richiedono una o più operazioni di finitura per soddisfare requisiti funzionali o estetici. La scelta del giusto processo di finitura è importante quanto i parametri di fusione stessi.
La selezione dei fornitori è una decisione strategica che influisce sui costi, sulla qualità e sulla resilienza della catena di fornitura per tutta la durata del programma. Non selezionare esclusivamente il prezzo al pezzo — la qualità degli utensili, il controllo del processo e la capacità di ingegneria dell'applicazione sono ugualmente importanti.
Valutare la gamma di tonnellaggio delle macchine del fornitore, la capacità di progettazione degli stampi (interna o esternalizzata) e i sistemi di controllo del processo. Per le parti strutturali dei veicoli elettrici, confermare di possedere capacità di pressofusione sotto vuoto o pressofusione ed esperienza con leghe ad alta duttilità.
Come minimo, i fornitori di pressofusione automobilistica dovrebbero resistere IATF 16949 certificazione e gestire un processo APQP/PPAP. Richiedi dati Cpk (target ≥ 1,67 per dimensioni critiche) e parametri sul tasso di difetti (target ≤ 50 ppm per il settore automobilistico di livello 1).
I migliori fornitori si impegnano fin dalle prime fasi di progettazione per ottimizzare la geometria della parte per la colabilità, riducendo la complessità degli utensili e i tempi di ciclo. Cerca casi di studio DFM dimostrati che mostrino il consolidamento delle parti o i risultati di miglioramento della resa.
I fornitori con capacità interne di lavorazione, finitura e sottoassemblaggio riducono il numero di livelli e la complessità logistica. Per i programmi globali, verificare che il fornitore disponga di capacità multisito o di fonti di backup qualificate.
La pressofusione è una scelta eccellente quando diverse condizioni si allineano. Utilizzare il seguente quadro per valutare l'idoneità:
| Fattore | Preferibile la pressofusione | Considera le alternative |
|---|---|---|
| Volume annuale | >5.000 pezzi/anno | <5.000 (colata in sabbia, stampa 3D) |
| Material | Al, Zn, Mg, Cu | Acciaio, titanio, inconel |
| Complessità della geometria | Complesso, multifunzionale, a parete sottile | Forme prismatiche semplici (lavorazione meccanica) |
| Criticità strutturale | Da moderato ad alto (con vuoto) | Classe di sicurezza più alta (forgiatura) |
| Requisito di finitura superficiale | Ra 1–3 µm accettabile come fusione | Necessaria finitura a specchio (lavorazione meccanica) |
| Tempo di mercato | Tempi di consegna accettabili per l'attrezzatura di 8-16 settimane | Settimane necessarie (stampa 3D, lavorazione) |
Se il tuo pezzo è in alluminio o zinco, prodotto in più di 10.000 unità all'anno e presenta canali interni o una geometria esterna complessa, la pressofusione sarà quasi sicuramente l'opzione più conveniente. Per volumi ridotti e applicazioni critiche per la sicurezza che richiedono microstruttura forgiata o leghe esotiche, prendere in considerazione delle alternative.

La pressofusione di zinco può ottenere pareti sottili quanto 0,4–0,6 mm ; l'alluminio ha tipicamente un minimo pratico di 1,0–1,5 mm per le parti strutturali automobilistiche. Pareti troppo sottili possono provocare chiusure fredde e riempimenti incompleti.
In genere, uno stampo in acciaio per utensili H13 ben mantenuto produce 100.000-500.000 colpi per le fusioni di alluminio e fino a 1.000.000 di stampate per lo zinco. La durata dello stampo dipende fortemente dalla geometria della parte, dalla temperatura della lega e dal design del circuito di raffreddamento.
Le parti standard pressofuse ad alta pressione (HPDC) contengono gas intrappolato e lo sono generalmente non saldabile . Le parti pressofuse sotto vuoto o pressofuse utilizzando leghe ad alta duttilità (ad esempio Silafont-36) possono essere saldate MIG/TIG e vengono utilizzate in applicazioni strutturali per carrozzerie di veicoli elettrici.
La giga-fusione si riferisce all'uso di macchine per pressofusione molto grandi (forza di chiusura da 6.000 a 16.000 tonnellate) per produrre getti di corpi strutturali in un unico pezzo. Tesla è stato il pioniere della tecnica con il sottoscocca posteriore della Model Y, e concorrenti tra cui Volvo, Toyota, BYD, Geely e Rivian stanno implementando attivamente processi simili.
I raggi X industriali (scansione TC 2D e 3D) sono il metodo di ispezione principale per la porosità interna nei getti critici per la sicurezza. ASTM E505 e ASTM E155 forniscono standard radiografici di riferimento per livelli di porosità accettabili nelle pressofusioni di alluminio e magnesio.
Per una tipica pressofusione automobilistica in alluminio, aspettatevi 16-24 settimane dal congelamento della progettazione alle prime parti approvate da PPAP: 8–12 settimane per la fabbricazione dello stampo, 2–4 settimane per le riprese di prova e l'ottimizzazione del processo e 4–8 settimane per la documentazione e l'approvazione PPAP.
La rugosità superficiale dei pezzi pressofusi in alluminio è tipicamente Ra 1,6–3,2 µm su superfici piane e Ra 3,2–6,3 µm in aree con geometria complessa o vicino a punti di ventilazione. Le superfici lucidate del moncone possono raggiungere Ra 0,8 µm su facce cosmetiche.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano