Contenuto
Le leghe di alluminio sono il metallo dominante utilizzato nella pressofusione di parti di motori, mentre le leghe di zinco e magnesio svolgono ruoli secondari specifici. Tra i gradi di alluminio, A380 e ADC12 rappresentano la grande maggioranza degli alloggiamenti dei motori, degli scudi terminali e dei telai degli statori prodotti oggi, perché combinano bassa densità, forte conduttività termica e colabilità affidabile a volumi di produzione elevati. Le leghe di zinco come Zamak 3 e Zamak 5 vengono scelte quando una parte necessita di tolleranze dimensionali più strette o di una finitura superficiale decorativa, mentre il magnesio appare in applicazioni in cui la riduzione del peso è la massima priorità. Le sezioni seguenti spiegano perché viene selezionato ciascun metallo, come si confrontano le sue proprietà e cosa significa questo per l'approvvigionamento di un produttore di pressofusione di componenti di motori.
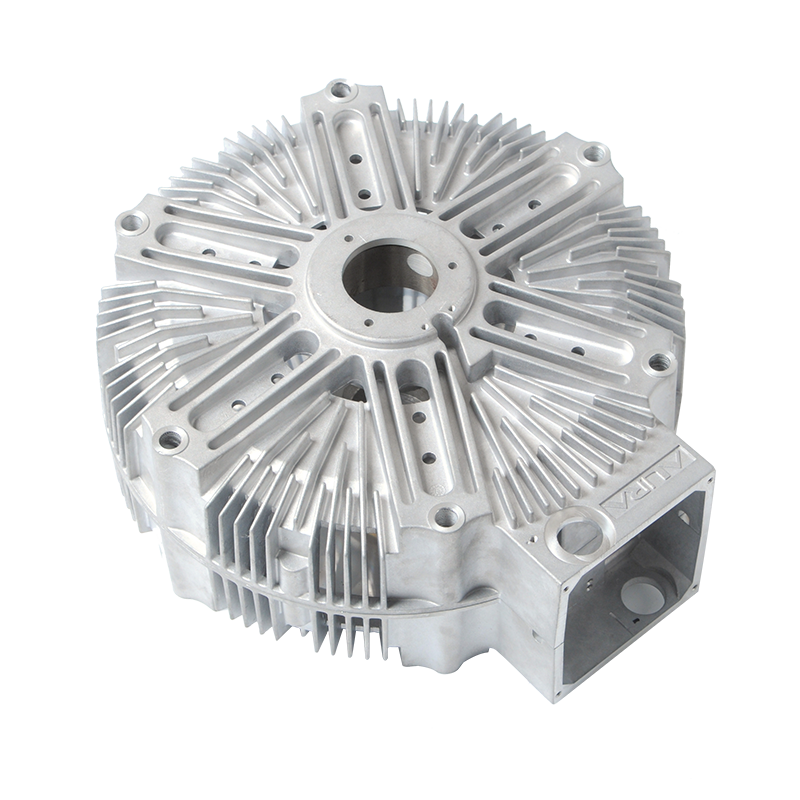
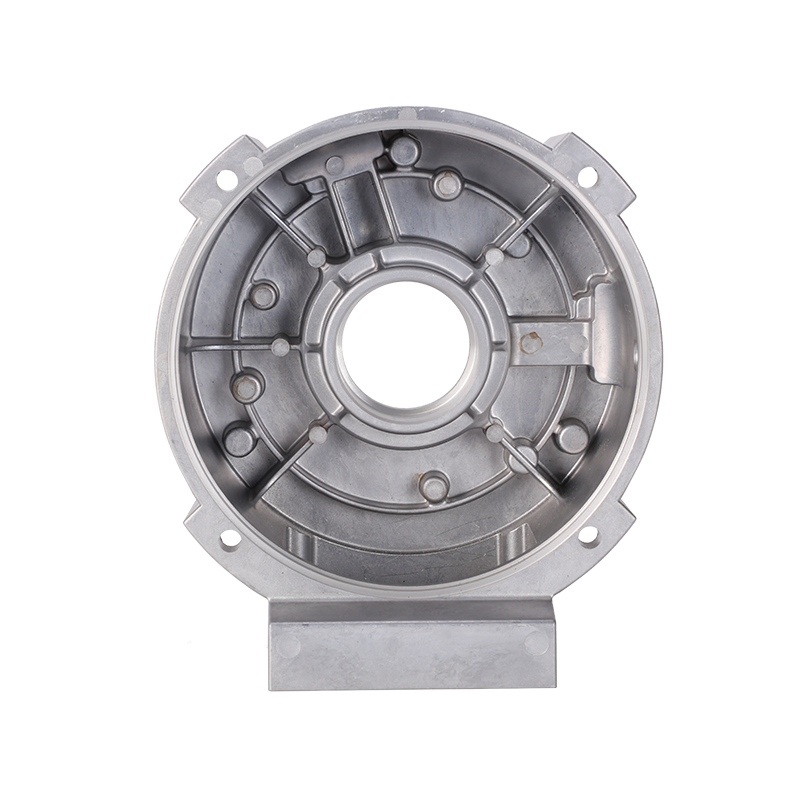
Gli alloggiamenti dei motori elettrici, le protezioni delle estremità e i telai dello statore condividono tutti tre requisiti: devono dissipare il calore in modo efficiente, resistere alla corrosione a lungo termine e rimanere sufficientemente leggeri da non ridurre l'efficienza complessiva del sistema. L’alluminio li soddisfa tutti e tre contemporaneamente. La sua conduttività termica consente al calore generato dagli avvolgimenti del motore di trasferirsi verso l'esterno attraverso la parete dell'alloggiamento anziché accumularsi all'interno dell'unità, il che influisce direttamente sulla durata del motore e sulla costanza delle prestazioni. Il suo strato di ossido naturale protegge inoltre le parti dalla corrosione in ambienti esterni, automobilistici e industriali senza richiedere in molti casi costose placcature.
La densità è l’altro fattore decisivo. L’alluminio pesa circa un terzo dell’acciaio a parità di volume, il che conta enormemente nelle parti di motori automobilistici e nelle parti di automobili a nuova energia dove ogni chilogrammo risparmiato migliora l’autonomia o il carico utile. Questo è anche il motivo per cui la pressofusione dell’alluminio è diventata il processo di formatura predefinito per alloggiamenti di motori, telai di statori, alloggiamenti di cambi e corpi di pompe nei settori automobilistico e delle apparecchiature industriali.
Nell’ambito della pressofusione dell’alluminio, due famiglie di leghe coprono la maggior parte della produzione di componenti di motori: A380 (lo standard nordamericano ed europeo) e ADC12 (lo standard industriale giapponese e cinese, chimicamente molto vicino all’A383). Entrambi appartengono alla famiglia dell'alluminio silicio-rame e le differenze tra loro sono piccole ma significative per i risultati di produzione.
L'A380 contiene tipicamente dal 7,5 al 9,5% di silicio e dal 3 al 4% di rame, il che gli conferisce un solido equilibrio tra resistenza, lavorabilità e costo. ADC12 presenta un contenuto di silicio leggermente superiore, che migliora la fluidità durante la fase di iniezione ad alta pressione. Questa fluidità extra consente al metallo fuso di riempire pareti più sottili e angoli più acuti prima di solidificarsi, che è esattamente la geometria che si trova negli scudi compatti dei motori e negli alloggiamenti dello statore con alette di raffreddamento.
| Proprietà | A380 | ADC12 |
| Contenuto di silicio | Circa il 7,5–9,5%. | Leggermente più alto, migliorando il flusso |
| Contenuto di rame | Circa il 3-4%. | Circa 1–3%, leggermente inferiore |
| Più adatto per | Alloggiamenti strutturali generali, staffe | Coperchi delle estremità del motore intricati e a parete sottile |
| Conduttività termica | Bene | Bene, comparable to A380 |
| Tipica regione di utilizzo | Nord America, Europa | Asia, soprattutto Cina e Giappone |
In pratica, la scelta tra i due spesso dipende dal luogo in cui viene prodotta la parte e dallo spessore della parete richiesto dal progetto. Una struttura che utilizza Hong Kong Lijin o macchine di pressofusione automatiche simili con più tonnellaggi, da 200 T fino a 1600 T, può generalmente ospitare entrambe le leghe a seconda dello standard regionale del cliente e della complessità della geometria della parte del motore.
Le leghe di zinco, più comunemente Zamak 3 e Zamak 5, non sono l'impostazione predefinita per gli alloggiamenti dei motori di grandi dimensioni, ma svolgono un ruolo importante nei componenti dei motori più piccoli come cappucci terminali, staffe interne, elementi di ingranaggi e coperture decorative. Zamak 3 è composto per circa il 96% da zinco con circa il 4% da alluminio e tracce di magnesio e rame. Si scioglie a una temperatura relativamente bassa di 385 gradi Celsius, il che riduce l'usura dello stampo e il consumo di energia durante la produzione.
Il motivo per cui i progettisti preferiscono materiali per stampi per pressofusione di zinco rispetto all'alluminio in parti specifiche del motore si riduce a due fattori: precisione dimensionale e finitura superficiale. Le leghe di zinco si ritirano meno durante la solidificazione rispetto all'alluminio, il che rende più facile mantenere tolleranze strette su componenti piccoli e complessi. Accettano più facilmente anche la cromatura, la verniciatura e il rivestimento a polvere, il che è importante per i coperchi o gli alloggiamenti dei motori visibili che necessitano di una finitura decorativa piuttosto che puramente funzionale.
Zamak 5 aggiunge circa l'1% di rame rispetto a Zamak 3, il che aumenta la durezza e la resistenza all'usura. Ciò lo rende un candidato migliore per piccole parti di motori adiacenti agli ingranaggi che subiscono ripetuti contatti meccanici, mentre Zamak 3 rimane la scelta più economica per staffe e coperture senza carichi meccanici pesanti.
La pressofusione del magnesio appare meno frequentemente nelle parti dei motori rispetto all'alluminio o allo zinco, ma è il metallo strutturale pratico più leggero utilizzato nella pressofusione, pesando circa un terzo in meno dell'alluminio per un volume equivalente. Viene selezionato principalmente per parti di automobili e componenti motociclistici a nuova energia in cui il risparmio di peso si traduce direttamente in una migliore efficienza o autonomia. Il compromesso è che il magnesio richiede una manipolazione più attenta durante la fusione e la fusione a causa della sua reattività, e generalmente costa di più per chilogrammo rispetto all’alluminio, quindi tende ad apparire solo dove la riduzione del peso supera le preoccupazioni sui costi.
Alcune parti del motore, in particolare quelle che funzionano anche come valvole, pistoni o corpi pompa all'interno di un gruppo motore, possono utilizzare inserti in acciaio o componenti di stampi per pressofusione di acciaio combinati con corpi in alluminio. Questo approccio ibrido consente al produttore di abbinare la resistenza dell'acciaio nei punti di contatto ad alta usura con la leggerezza dell'alluminio nel resto della parte.
La scelta della giusta famiglia di leghe è solo il primo passo. La purezza stessa del lingotto di alluminio ha un effetto diretto sulla parte finale. Un elevato contenuto di metalli pesanti o impurità nell'alluminio grezzo possono causare porosità, inclusioni di scorie, chiusure fredde e difetti superficiali durante il processo di pressofusione. Un produttore di pressofusione che seleziona i lingotti in entrata per la composizione prima della fusione ha molte meno probabilità di produrre parti di motore con vuoti interni che compromettono sia la resistenza meccanica che la capacità della parte di sigillare contro l'intrusione di polvere o umidità, il che è importante per gli alloggiamenti del motore esposti all'esterno o sotto il cofano.
Il controllo del processo è importante tanto quanto la selezione dei materiali. Tre variabili in particolare determinano se una parte di motore pressofusa soddisfa le specifiche dimensionali e strutturali:
| Variabile di processo | Perché è importante per le parti del motore |
| Controllo della temperatura di fusione | Mantiene il flusso costante di alluminio o zinco fuso, riducendo la deviazione dimensionale tra le parti |
| Pressione di iniezione e mantenimento | Garantisce che la struttura interna della fusione rimanga densa, riducendo il rischio di porosità negli alloggiamenti dei motori |
| Tempo di riempimento e raffreddamento | Controlla il modo in cui le sezioni completamente a parete sottile, come le alette di raffreddamento o le nervature della protezione finale, vengono riempite prima della solidificazione |
I produttori che combinano software di simulazione CAD, CAM e CAE durante la fase di progettazione possono prevedere come si comporterà una determinata lega all'interno di una cavità specifica dello stampo prima che venga colato il metallo, riducendo così le costose riprogettazioni dopo il taglio degli utensili.
Per le decisioni di approvvigionamento, la questione pratica di solito non è quale metallo sia tecnicamente superiore, ma quale metallo si adatta ai requisiti specifici di carico, dimensione e finitura della parte. Come guida generale, i componenti strutturali più grandi come alloggiamenti di motori, telai di statori e scudi terminali richiedono quasi sempre la pressofusione di alluminio a causa del vantaggio in termini di peso e prestazioni termiche. Componenti più piccoli come cappucci terminali, ingranaggi interni o coperture decorative più spesso si adattano alla produzione di stampi per pressofusione di zinco grazie alle tolleranze più strette ottenibili e alla flessibilità di finitura.
Un produttore di pressofusione esperto sia nella produzione di ricambi auto che in serie di motori, con la gamma di apparecchiature per gestire diversi tonnellaggi e tipi di leghe, è generalmente nella posizione migliore per consigliare il materiale giusto per una parte specifica piuttosto che ricorrere alla lega più semplice da gestire. Esaminare il portafoglio di componenti di motori esistente di un fornitore, come scudi di motori sincroni o alloggiamenti di statori già in produzione, è un modo pratico per confermare che hanno esperienza pratica con la combinazione di leghe e tolleranze richiesta da un determinato progetto.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano