Contenuto
Pressofusione è la scelta migliore per la maggior parte dei componenti in alluminio o zinco di dimensioni medio-grandi che richiedono volumi di produzione elevati, tolleranze strette e integrità strutturale. Lo stampaggio a iniezione di metalli (MIM) eccelle solo in parti molto piccole e geometricamente complesse, in genere inferiori a 100 grammi, dove la lavorazione o la fusione convenzionale sarebbero poco pratiche. Per la maggior parte delle applicazioni industriali, in particolare per componenti automobilistici, motori e custodie, la pressofusione offre efficienza in termini di costi e prestazioni meccaniche superiori su larga scala.
Comprendere i compromessi tra questi due processi di produzione è fondamentale per gli ingegneri e i team di approvvigionamento che devono decidere come procurarsi le parti metalliche. La decisione influisce sul costo unitario, sui tempi di consegna, sulla selezione dei materiali e sulla scalabilità a lungo termine.
Nella pressofusione, il metallo fuso, più comunemente alluminio, zinco o magnesio, viene iniettato nella cavità dello stampo in acciaio ad alta pressione (tipicamente da 10 a 175MPa ). Il metallo si solidifica rapidamente e la parte viene espulsa in pochi secondi. I tempi di ciclo variano da 15 a 90 secondi a seconda delle dimensioni del pezzo e della lega. Questo ciclo ad alta velocità consente ritmi di produzione da centinaia a migliaia di pezzi all'ora su macchine automatizzate.
Il MIM inizia con una materia prima composta da polvere metallica fine miscelata con un legante termoplastico. Questa miscela viene stampata ad iniezione in uno stampo, producendo una "parte verde". Il legante viene quindi rimosso attraverso una fase di deceraggio (termica o solvente) e la parte viene sinterizzata in un forno ad alte temperature. La sinterizzazione fa sì che la parte si restringa approssimativamente 15-20% , di cui si deve tenere conto nella progettazione dello stampo. Solitamente è necessario il ciclo completo: stampaggio, deceraggio e sinterizzazione Da 24 a 72 ore per lotto.
| Fattore | Pressofusione | Stampaggio ad iniezione di metalli (MIM) |
|---|---|---|
| Peso tipico della parte | 0,1 kg – 25 kg | 0,1 g – 100 g |
| Materiali | Leghe di Al, Zn, Mg, Cu | Acciaio inossidabile, titanio, acciaio per utensili, Inconel |
| Tolleranza dimensionale | ±0,1 – ±0,3mm | ±0,3 – ±0,5% della dimensione |
| Costo degli utensili | $ 5.000 – $ 150.000 | $ 10.000 – $ 50.000 |
| Costo per parte a volume | Molto basso (<$1 per piccole parti in alluminio) | Da moderato ad alto ($2–$20) |
| Finitura superficiale (come fusione) | Ra 1,6 – 6,3 µm | Ra 0,8 – 3,2 µm |
| Adattamento volume di produzione | 10.000 – milioni/anno | 5.000 – 500.000/anno |
| Complessità geometrica | Moderato (sono richiesti angoli di sformo) | Molto alto (sono possibili sottosquadri, pareti sottili) |
| Lead Time (primo articolo) | 4 – 12 settimane | 8 – 16 settimane |
Il vantaggio fondamentale della pressofusione è il rapporto velocità/costo su larga scala. Una singola macchina per pressofusione di alluminio che opera con una forza di chiusura di 200 T può produrre una parte complessa dell'alloggiamento ogni 30-40 secondi. Con volumi annuali di 100.000 unità, i costi per pezzo spesso scendono al di sotto di 1 dollaro per le parti di piccole dimensioni. Nessun altro processo di produzione dei metalli eguaglia questa combinazione di velocità, dettaglio ed economia unitaria per la produzione di alluminio di medio volume.
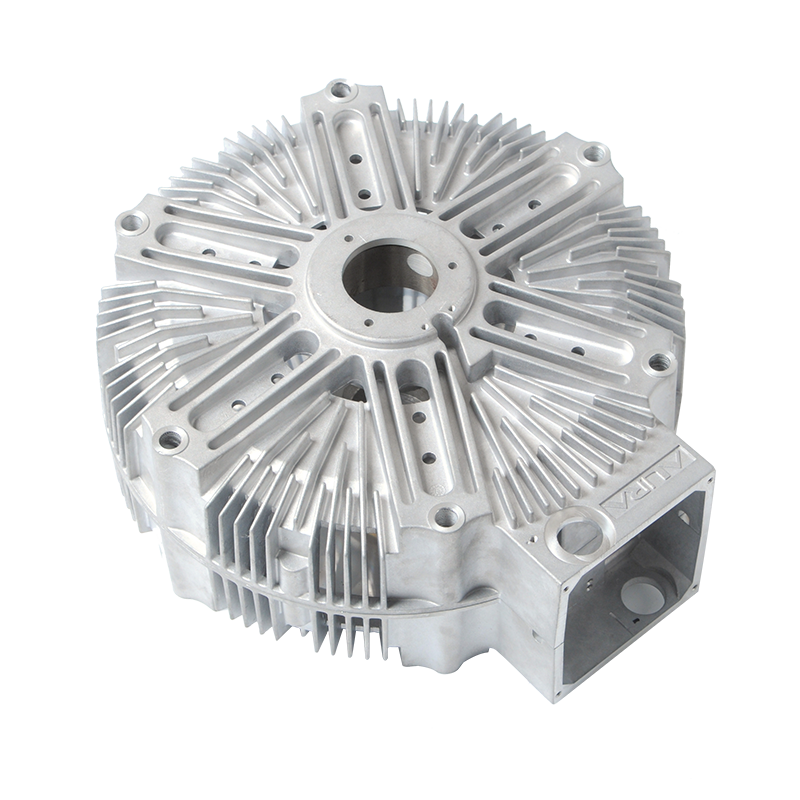
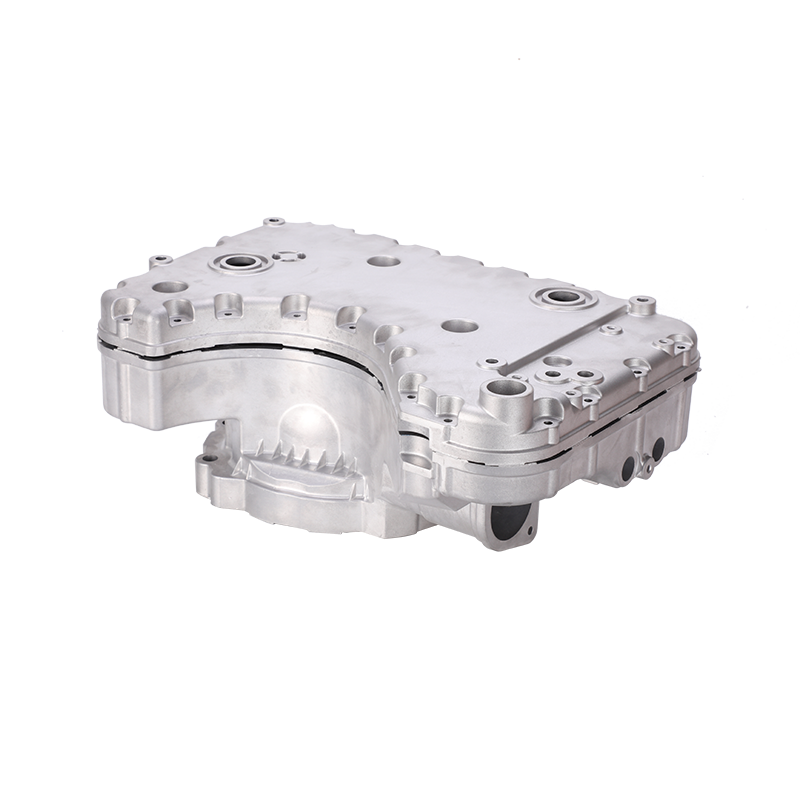
La pressofusione è il processo standard per:
Le parti di queste categorie pesano tipicamente tra 0,2 kg e 5 kg e richiedono resistenza meccanica insieme alla dissipazione del calore, entrambe aree in cui le leghe di pressofusione di alluminio (come ADC12 o A380) superano i materiali MIM in termini di conduttività termica e resistenza specifica.
MIM non è un concorrente della pressofusione per la maggior parte delle parti strutturali: occupa una nicchia diversa. I suoi veri punti di forza risiedono in tre scenari specifici:
Al di fuori di questi scenari, i tempi di consegna più lunghi del MIM, i costi per pezzo più elevati e il ritiro da sinterizzazione del 15-20% (che aumenta i tassi di scarto) lo rendono una scelta non ottimale rispetto alla pressofusione.
Il mercato globale della pressofusione è stato valutato a circa 75 miliardi di dollari nel 2023 e si prevede che raggiungerà i 110 miliardi di dollari entro il 2030, grazie principalmente all’adozione di veicoli elettrici (EV) e ai requisiti di alleggerimento nei trasporti. Diverse tendenze strutturali stanno rimodellando il settore:
L’introduzione da parte di Tesla di presse per pressofusione da 6.000 e 9.000 tonnellate per produrre strutture sottoscocca in un unico pezzo ha innescato un’ondata di investimenti lungo la catena di fornitura dei veicoli elettrici. Le case automobilistiche tradizionali, tra cui Toyota, Volvo e gli OEM cinesi, hanno annunciato programmi simili di "megacasting". Ciò consolida dozzine di parti stampate e saldate in un unico componente pressofuso, riducendo la manodopera di assemblaggio fino a 40% e peso del 10–15%.
La tradizionale pressofusione ad alta pressione era limitata alle leghe non trattabili termicamente, impedendone l'uso in applicazioni strutturali. Le nuove leghe, tra cui C611 di Alcoa, Aural-5 di Novelis e la serie EV-Cast di Shiloh, non richiedono un trattamento termico post-fusione, rendendole utilizzabili per parti strutturali portanti nelle piattaforme di veicoli elettrici. Ciò espande significativamente il mercato indirizzabile per la pressofusione.
La porosità, ovvero i piccoli vuoti causati dal gas intrappolato, ha storicamente limitato la pressofusione nelle applicazioni critiche per la sicurezza. I sistemi di pressofusione assistita sotto vuoto (VADC), ora ampiamente adottati dai fornitori automobilistici di primo livello, riducono la porosità 60–80% , consentendo alle parti pressofuse di sostituire i pezzi forgiati nelle sospensioni e nei componenti dello sterzo.
I principali impianti di pressofusione stanno integrando il monitoraggio dei colpi in tempo reale, il rilevamento dei difetti basato sull’intelligenza artificiale tramite sistemi a raggi X e di visione e la gestione robotica delle parti. Questi riducono i tassi di scarto – che storicamente variavano dal 3 all’8% – a meno del 2%, migliorando direttamente la competitività dei costi rispetto al MIM e alla fusione a cera persa.
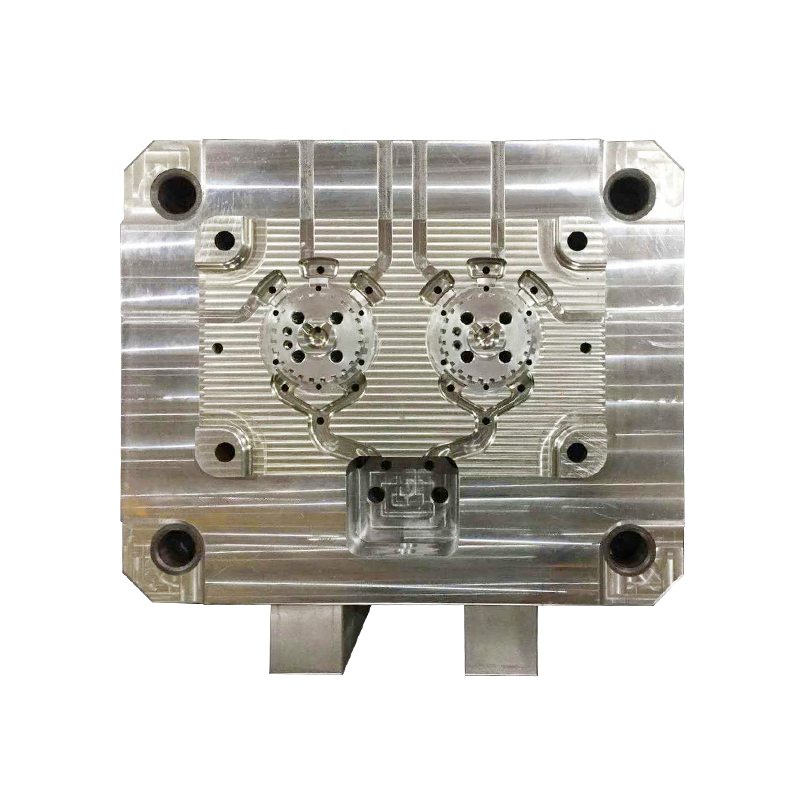
L'approvvigionamento di parti pressofuse va oltre il confronto del tonnellaggio della macchina. La qualità dello stampo (come è progettato, con quanta precisione è lavorato e come viene mantenuto) determina la consistenza della parte per centinaia di migliaia di cicli. Fattori chiave da valutare in un fornitore:
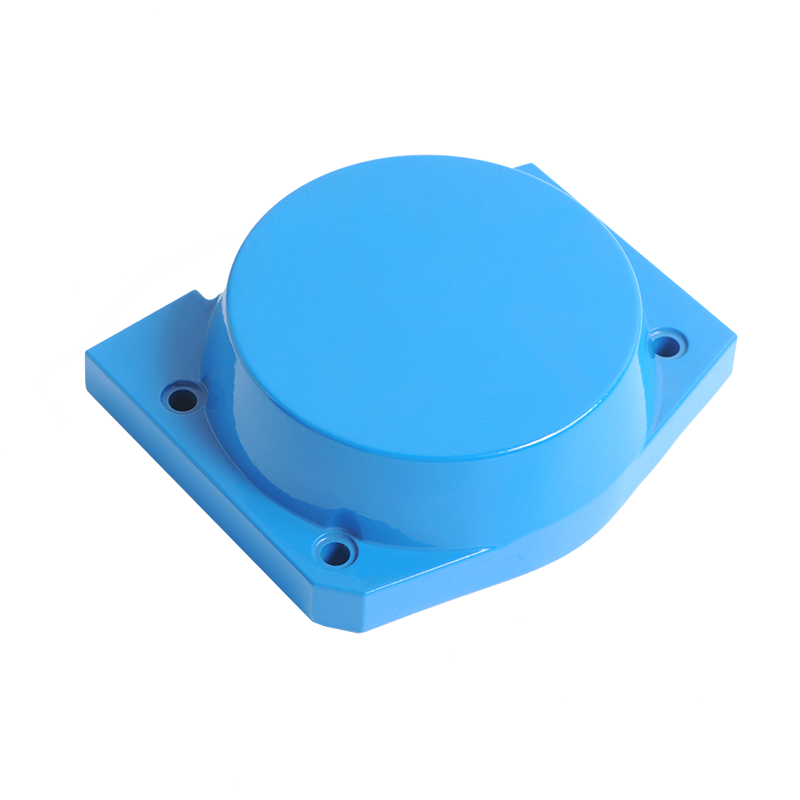
Ningbo Jieda Moulding & Machine Co., Ltd. è un esempio di produttore di pressofusione integrato verticalmente che soddisfa questi criteri. Fondata nel 1987 e con sede a Beilun, Ningbo, riconosciuta come la "città natale degli stampi per pressofusione" della Cina, Jieda gestisce oltre 80 attrezzature, comprese macchine automatiche per pressofusione che vanno da 200T a 1600T (marchio Hong Kong Lijin). L'azienda tiene Certificazione IATF16949 , impiega 28 addetti alla gestione e alla ricerca e sviluppo su una forza lavoro totale di 130 dipendenti ed esporta componenti pressofusi in alluminio a clienti negli Stati Uniti, Germania, Italia, Francia, Finlandia, India, Australia e altri paesi. Le linee di prodotti coprono accessori automobilistici, motori, componenti pneumatici, apparecchiature di comunicazione, alloggiamenti di riduttori, involucri fotovoltaici per nuove energie e corpi di apparecchi di illuminazione.
Utilizzare il seguente quadro decisionale per determinare se la pressofusione o il MIM è il processo giusto per una determinata parte:
Per la stragrande maggioranza delle parti metalliche industriali, in particolare nei settori automobilistico, energetico e delle attrezzature, la pressofusione rimane il processo di produzione dominante e più conveniente. Il MIM riempie una micro-nicchia specifica che raramente si sovrappone alle tipiche applicazioni di pressofusione. Quando valuti i fornitori di componenti per pressofusione, dai priorità alla capacità di produzione di stampi, alla gamma di macchine, alla certificazione di qualità e all'esperienza di esportazione verificata rispetto al solo prezzo.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano