Contenuto

La pressofusione è un processo di produzione di metalli ad alta precisione in cui il metallo fuso, più comunemente alluminio, zinco o magnesio, viene iniettato ad alta pressione in uno stampo di acciaio riutilizzabile chiamato stampo. Il risultato è un parte metallica dimensionalmente accurata e con superficie liscia prodotto ad alto volume con una post-elaborazione minima. La pressofusione è ampiamente considerata come uno dei metodi più efficienti per produrre componenti metallici complessi su larga scala.
A differenza della fusione in sabbia o della fusione a cera persa, la pressofusione utilizza stampi permanenti in grado di produrre da migliaia a milioni di parti identiche. Le pressioni di iniezione tipiche vanno da Da 1.500 a 25.000 PSI e i tempi di ciclo possono arrivare fino a pochi secondi per parte, rendendolo ideale per applicazioni di produzione di massa nei settori automobilistico, elettronico e industriale.
Le due varianti principali sono:
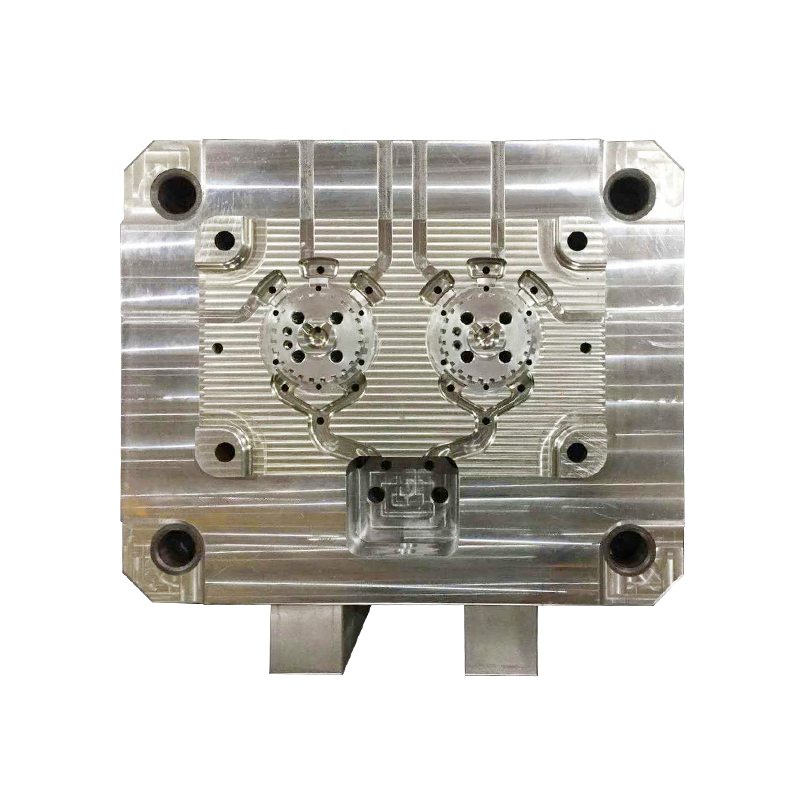
Uno stampo per pressofusione (chiamato anche stampo o utensile) è un assemblaggio di precisione composto da diversi componenti interdipendenti. Comprendere ogni parte è essenziale per valutare la qualità e la longevità dello stampo.
| Component | Funzione | Materiale tipicamente utilizzato |
|---|---|---|
| Fustella di copertura (metà fissa) | Attaccato alla piastra fissa; riceve metallo fuso | Acciaio per utensili H13 |
| Matrice espulsore (metà mobile) | Apre e chiude; espelle la parte finita | Acciaio per utensili H13 |
| Sistema canale di colata/corridore | Canali che guidano il metallo fuso nella cavità | Lavorato dal blocco della matrice |
| Cancello | Controlla la velocità e la direzione del flusso nella cavità | Lavorato dal blocco della matrice |
| Canali di raffreddamento | Regolare la temperatura per controllare la solidificazione e il tempo di ciclo | Forato nel corpo dello stampo |
| Perni di espulsione | Spingere la parte solidificata fuori dallo stampo | Acciaio D2 o H13 |
| Prese d'aria/pozzetti di troppopieno | Rilascia l'aria intrappolata e il metallo in eccesso per prevenire la porosità | Lavorato dal blocco della matrice |
| Diapositive/Nuclei | Forma sottosquadri, fori e geometria interna | Inserti in acciaio per utensili |
La cavità stessa dello stampo è lo spazio negativo che definisce la geometria della parte finale. Durezza dell'acciaio dello stampo, finitura superficiale e posizionamento del canale di raffreddamento determinare direttamente la qualità della parte e la durata dell'utensile: uno stampo per pressofusione di alluminio ben progettato può sostenere oltre 100.000 stampi prima di richiedere una ristrutturazione.

Non tutti gli stampi per pressofusione sono uguali. Il tipo di stampo appropriato dipende dal volume di produzione, dalla complessità del pezzo e dalla lega da colare.
Produce una parte per scatto. Ideale per parti grandi e complesse o per cicli di produzione medio-bassi. Costo iniziale degli utensili inferiore, ma costo unitario più elevato su larga scala.
Produce più parti identiche per colpo, aumentando notevolmente la produttività. A Stampo a 4 cavità , for example, can quadruple output without increasing machine time. Comune nella produzione di elettronica di consumo in grandi volumi o di componenti automobilistici.
Contiene cavità per parti diverse all'interno di un singolo stampo, in genere componenti assemblati insieme. Utile per ridurre l'investimento in attrezzature quando le parti condividono la stessa lega e gli stessi parametri del ciclo.
Sistemi di stampi modulari in cui gli inserti possono essere scambiati. Questi forniscono flessibilità per variazioni di prodotto o iterazioni di progettazione senza sostituire l'intera base dello stampo.
Realizzato con materiali più morbidi (come i blocchi per utensili in alluminio) per la convalida in fase iniziale. Tipicamente valutato per 500-5.000 colpi , questi stampi consentono la verifica del progetto prima di impegnarsi nella produzione di attrezzature pesanti.

Una progettazione efficace degli stampi pressofusi richiede un approccio a livello di sistema che bilanci la geometria della parte, il flusso dei materiali, la gestione termica e la producibilità. Una progettazione inadeguata degli stampi è una delle principali cause di difetti dei componenti, scarti e guasti prematuri degli utensili.
Tutte le pareti verticali devono includere un angolo di sformo, in genere 1°-3° per superfici esterne e fino a 5° per superfici interne: per consentire l'espulsione pulita delle parti senza segni di trascinamento o distorsioni.
Uno spessore incoerente delle pareti causa velocità di raffreddamento differenziali, portando a deformazioni e porosità. Lo spessore ottimale della parete per la pressofusione dell'alluminio è in genere 2–4 mm . Le transizioni tra le sezioni spesse e sottili dovrebbero essere graduali.
I cancelli devono essere posizionati per garantire che la cavità si riempia uniformemente prima che inizi la solidificazione. I cancelli mal posizionati portano a chiusure fredde, errori di funzionamento e porosità indotta da turbolenze. Gli strumenti di simulazione CAE (ad esempio MAGMASOFT, Flow-3D) sono ormai una pratica standard per l'ottimizzazione dei cancelli.
I canali di raffreddamento dovrebbero essere posizionati entro 25–40 mm dalla superficie della cavità per massimizzare l’efficienza di estrazione del calore. Il raffreddamento conformato, che utilizza canali che seguono il contorno del pezzo, può ridurre il tempo di ciclo del 20–30% rispetto alla foratura lineare convenzionale.
Un'adeguata ventilazione previene l'intrappolamento di aria, una delle principali cause di porosità. Le prese d'aria sono in genere 0,05–0,15 mm di profondità — sufficientemente sottile da evitare la formazione di bave metalliche ma sufficientemente largo da consentire la fuoriuscita dell'aria a velocità di iniezione elevate.
La linea di divisione definisce il punto in cui si incontrano le due metà dello stampo. Deve essere posizionato in modo da ridurre al minimo la bava, facilitare l'espulsione e mantenere le tolleranze dimensionali sulle superfici critiche. Una linea di giunzione scelta in modo inadeguato può comportare un aumento significativo dei costi di lavorazione secondaria.

La produzione di uno stampo per pressofusione è un processo in più fasi altamente preciso che in genere richiede Da 4 a 12 settimane a seconda della complessità. Ecco il flusso di lavoro di produzione standard:
Ai produttori piace Ningbo Jieda Moulding & Machine Co., Ltd. implementare sistemi CAD/CAM/CAE avanzati insieme a centri di lavoro CNC di precisione e apparecchiature per elettroerosione per garantire che ogni stampo soddisfi tolleranze rigorose in tutte le fasi di produzione.

Following proven best practices in mold design reduces defects, extends tool life, and lowers total cost of ownership. I principi chiave includono:
Lo stampo per pressofusione non è una merce: è il capitale principale che definisce la qualità delle parti, l'efficienza produttiva e la redditività a lungo termine. La sua importanza può essere compresa attraverso diverse dimensioni:
Uno stampo di precisione produce parti con tolleranze strette fino a ±0,05 mm e finiture superficiali lisce fino a Ra 0,8 μm: livelli di qualità irraggiungibili con la fusione in sabbia o la forgiatura. La ripetibilità dimensionale su milioni di parti è fondamentalmente una funzione della qualità dello stampo.
Mentre uno stampo per pressofusione di alluminio di alta qualità può costare tra $ 20.000 e $ 100.000 , il suo costo ammortizzato su 100.000 scatti è spesso di soli centesimi per parte. Uno stampo che si guasta prematuramente a causa di una progettazione o di materiali inadeguati può costare molto di più in termini di tempi di inattività, scarti e riattrezzaggio rispetto a quanto giustificato dal risparmio iniziale.
Il tempo di consegna dello stampo è in genere il singolo elemento più lungo del lancio di un prodotto di pressofusione. I produttori che investono in sistemi CAD/CAM avanzati e processi di progettazione paralleli possono comprimere i tempi di consegna degli stampi da 10–12 settimane a un minimo di 4–6 settimane, offrendo un significativo vantaggio competitivo.
Gli stampi per pressofusione consentono una produzione quasi perfetta, riducendo al minimo gli sprechi di materiale. I tassi di scarto della pressofusione di alluminio nei processi ben ottimizzati sono generalmente inferiori 5% e la lega è completamente riciclabile: considerazioni chiave poiché i produttori si trovano ad affrontare una crescente pressione ESG.
Gli stampi per pressofusione servono una gamma straordinariamente ampia di settori. La loro capacità di produrre rapidamente parti complesse e ad alta resistenza li rende indispensabili nei seguenti settori:
| Industria | Parti tipiche | Requisiti chiave |
|---|---|---|
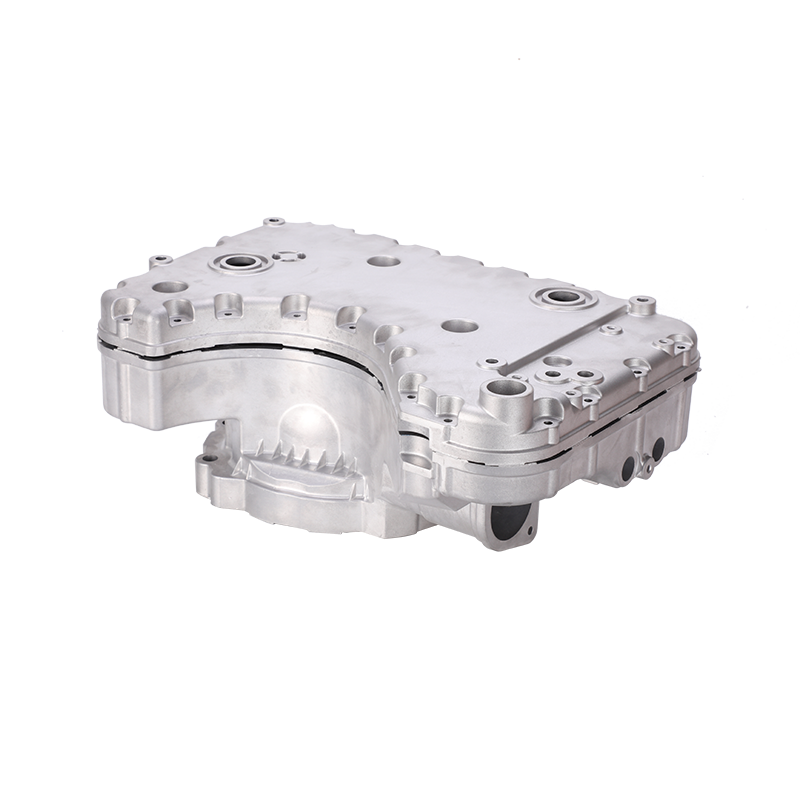
| Automobilistico | Alloggiamenti del motore, scatole della trasmissione, staffe, involucri delle batterie dei veicoli elettrici | Elevata resistenza/peso, conformità IATF16949 |
| Nuova Energia/Fotovoltaico | Alloggiamenti per inverter, staffe di montaggio solare, cappucci terminali del motore | Stabilità dimensionale, conducibilità termica |
| Apparecchiature per le comunicazioni | Alloggiamenti per stazioni base 5G, componenti di antenne, dissipatori di calore | Schermatura EMI, tolleranze strette |
| Industriale/Pneumatica | Corpi valvole, tappi cilindri, alloggiamenti riduttori | Integrità alla pressione, sigillatura della superficie |
| Illuminazione | Dissipatori di calore LED, alloggiamenti per lampade, riflettori | Finitura superficiale, dissipazione del calore |
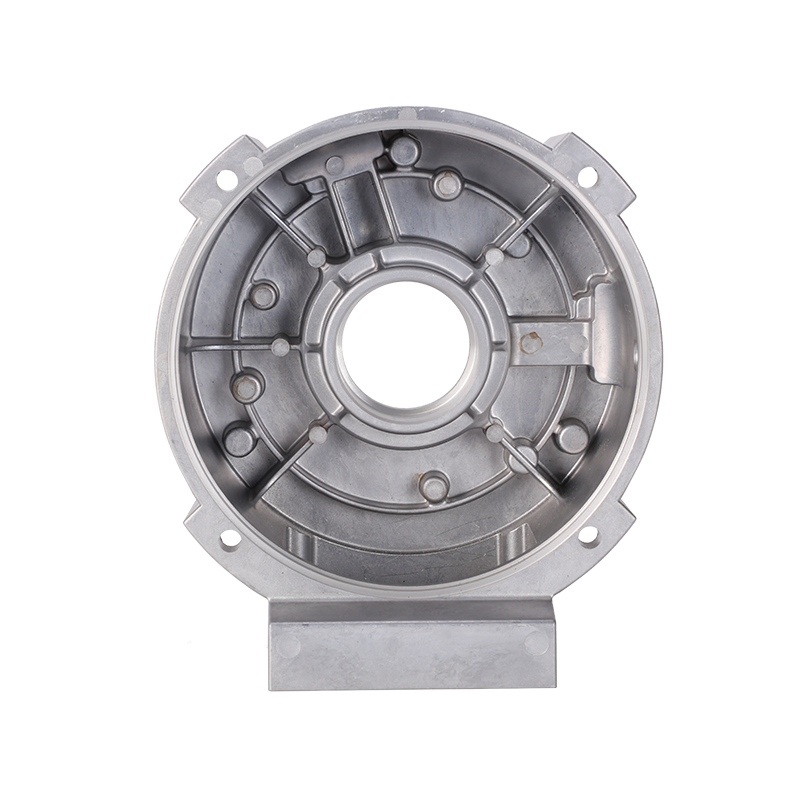
| Motori elettrici | Scudi motore, alloggiamenti statore, alette di raffreddamento | Concentricità, tolleranze di adattamento del cuscinetto |
Il portafoglio di prodotti di Jieda abbraccia tutti questi settori, fornendo componenti ad aziende di fama mondiale negli Stati Uniti, Germania, Italia, Francia, Regno Unito, Finlandia, India, Australia e Polonia, a testimonianza della domanda globale di soluzioni di pressofusione di precisione.

Selezionare il giusto produttore di stampi per pressofusione è una decisione strategica con implicazioni a lungo termine per la qualità delle parti, l'affidabilità della catena di fornitura e i costi. Ecco i criteri critici da valutare:
Cerca i produttori con centri di lavoro CNC di precisione, elettroerosione, taglio a filo e capacità di simulazione del flusso dello stampo . Questi strumenti non sono opzionali per stampi complessi: sono prerequisiti per ottenere una precisione dimensionale ripetibile.
Certificazione IATF 16949 rappresenta lo standard di riferimento per la gestione della qualità dell'industria automobilistica ed è sempre più richiesto dai clienti Tier 1 e OEM di altri settori. Garantisce che il produttore operi un sistema di qualità a circuito chiuso con prevenzione dei rischi documentata, processi chiari e dati oggettivi sulle prestazioni.
I produttori con una profonda esperienza nel tuo settore specifico (automotive, nuove energie o industriale) comprendono i requisiti normativi, gli standard di tolleranza e le esigenze funzionali specifiche di quel settore. Cerca casi di studio comprovati e referenze dei clienti.
I produttori che costruiscono stampi e utilizzano macchine per pressofusione offrono un vantaggio significativo: possono convalidare gli stampi sulle proprie attrezzature e ottimizzare contemporaneamente sia gli utensili che i parametri di processo. Jieda, ad esempio, gestisce le macchine Lijin di Hong Kong da 200T a 1600T — consentendo la convalida della produzione su un'ampia gamma di dimensioni delle parti.
Un produttore a servizio completo che offre trattamenti superficiali (anodizzazione, verniciatura a polvere, granigliatura) riduce il numero di fornitori nella catena del valore e semplifica la responsabilità della qualità.
Fondata nel 1987, Ningbo Jieda Moulding & Machine Co., Ltd. ha sede a Beilun, Ningbo, la "città natale degli stampi per pressofusione" riconosciuta a livello nazionale in Cina. Con oltre 130 dipendenti, più di 80 attrezzature di produzione e immobilizzazioni eccedenti 70 milioni di RMB , Jieda ha l'infrastruttura, l'esperienza e il vantaggio logistico geografico (adiacente al porto di Beilun) per servire i clienti globali in modo efficiente. La certificazione IATF16949 e il modello sistematico di gestione della qualità a circuito chiuso ne fanno un partner affidabile per le esigenti catene di fornitura internazionali.
Quando valuti un produttore, richiedi revisioni della progettazione dello stampo, garanzie sugli utensili e dati documentati sulle prestazioni del numero di colpi: questi sono gli indicatori più chiari dell'affidabilità dello stampo a lungo termine e della fiducia dei fornitori.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano