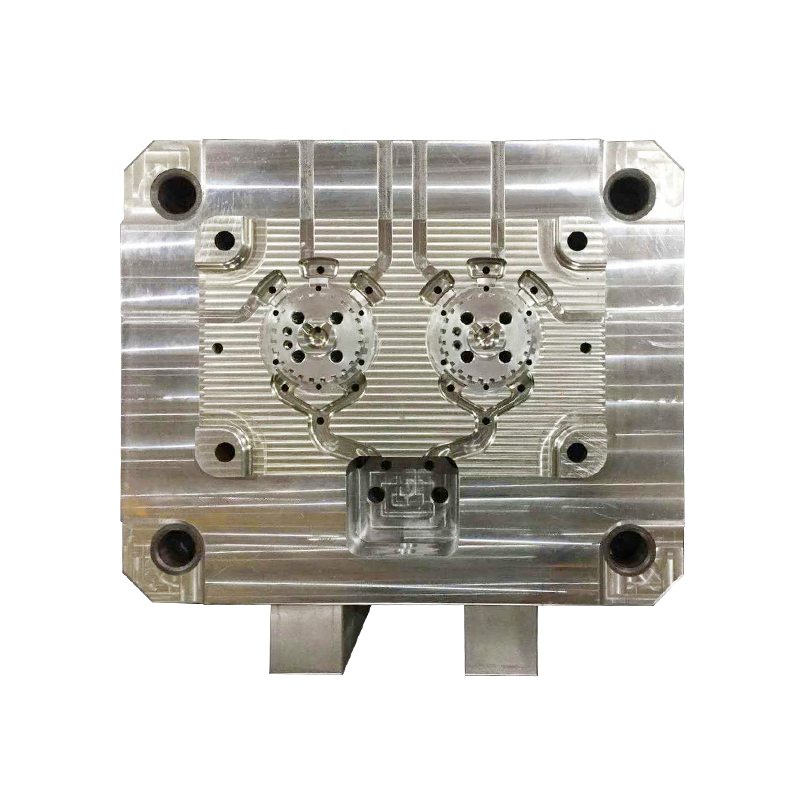
I difetti di saldatura in metallo - dove il metallo fuso aderisce alle superfici di muffa, causando imperfezioni di superficie o danni in parte - sono un costoso mal di testa nella fusione. Mentre esistono soluzioni di post-elaborazione come rivestimenti o trattamenti chimici, la prevenzione inizia con un design di stampo intelligente.
1. Gestione termica: la prima linea di difesa
La saldatura in metallo si verifica spesso a causa del surriscaldamento localizzato, in cui le leghe di alluminio o zinco si legano chimicamente con stampi in acciaio. I design moderni integrano canali di raffreddamento conformi che seguono la geometria dello stampo, garantendo la distribuzione uniforme della temperatura. Ad esempio, le simulazioni mostrano che la riduzione dei gradienti termici del 15% può ridurre i rischi di saldatura del 40%.
Anche i materiali contano: l'acciaio per utensili H13 con i rivestimenti di nitruro di cromo (CRN) riduce la reattività superficiale, mentre gli inserti in lega di rame in zone di calore alto migliorano la dissipazione del calore.
2. Ingegneria della superficie: oltre la lucidatura di base
Stampo da morire Può sembrare liscio, ma i picchi microscopici intrappolano ancora il metallo fuso. Le superfici a trama laser con rugosità controllata (RA 0,1-0,4 μm) creano effetti antiaderenti, imitando le proprietà autopulenti della lotus Leaf. Le prove con stampi strutturati hanno ridotto i tassi di rottami relativi alla saldatura dal 12% al 2% nella produzione di parti automobilistiche.
Per le leghe ad alto contenuto di alluminio, rivestimenti a base di ceramica come Tialn offrono resistenza all'adesione dei metalli. Questi rivestimenti resistono alle temperature fino a 900 ° C, sovraperformando i trattamenti tradizionali.
3. Gating e sfiato: il flusso di direzione, riducendo l'attrito
La povera dinamica del flusso metallico esacerbica la saldatura. I corridori affusolati e i pozzi di trabocco minimizzano il flusso turbolento, mentre i sistemi a gradini riducono la velocità a interfacce di stampo critiche. L'analisi della fluidodinamica computazionale (CFD) ha rivelato che l'ottimizzazione degli angoli di gate di 10-15 ° diminuisce il tempo di contatto da metallo-mold del 30%.
Il posizionamento strategico di sfiato è altrettanto cruciale. I micro-strati (0,02-0,05 mm) lungo le linee di pari rilasciano gas intrappolati senza consentire la penetrazione del metallo, prevenendo gli hotspot localizzati che innescano l'adesione.
4. Ottimizzazione della geometria: eliminare le trappole
Angoli affilati e cavità cieche sono hotspot di saldatura. Gli angoli di tiraggio radiale (1,5–3 °) e i bordi filettati guidano l'espulsione riducendo il blocco meccanico. In un caso, riprogettazione di uno stampo di connettore con angoli di tiraggio a 2 ° ha eliminato il 90% dei difetti di saldatura.
Per i core complessi, i disegni di inserto modulare consentono una rapida sostituzione dei componenti ad alto consumo, mantenendo la precisione senza revisioni complete dello stampo.
5. Integrazione di manutenzione intelligente
Anche il design vacilla senza manutenzione. I sensori di temperatura IoT incorporati tracciano la salute dello stampo in tempo reale, avvisando i team di picchi termici anormali. Abbinato a algoritmi AI predittivi, questo taglia i tempi di inattività non pianificati del 50%.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano