Contenuto
Nel setare della produzione di veicoli a nuova energia (NEV), pressofusione di alluminio ad alta pressione (HPDC) è diventaa il processo di formatura preferito per involucri di pacchi batteria, alloggiamenti di motori, alloggiamenti di unità di controllo di potenza (PCU) e componenti strutturali. Utilizzeo le leghe di alluminio ADC12, A380 o A356 come materie prime, questo processo consente geometrie complesse, canali di raffreddamento integrati e interfacce di assemblaggio di precisione in un unico ciclo di stampaggio. Si prevede che il mercato globale della pressofusione di componenti automobilistici crescerà 55 miliardi di dollari nel 2025 to 90 miliardi di dollari entro il 2034 (CAGR 5,5%), con le leghe di alluminio al comando a 70% condivisione dei materiali e contabilità delle applicazioni di trasporto 56,6% della domanda. I NEV che utilizzano componenti in alluminio pressofuso possono ottenere una riduzione del peso del pacco batteria di circa 20% , migliorando significativamente l'efficienza energetica e l'autonomia, offrendo allo stesso tempo enormi vantaggi in termini di costi del ciclo di vita.
I materiali principali per Componentei pressofusi NEV sono tipicamente ADC12 (norma JIS) , A380 (norma ASTM) , o A356 (norma ASTM) leghe di alluminio. Queste tre leghe presentano differenze significative nella composizione, nelle proprietà meccaniche e nella conduttività termica, con un impatto diretto sulla resistenza strutturale del pacco batteria, sull'efficienza di dissipazione del calore e sulla resistenza alla corrosione.
ADC12 presenta un alto contenuto di silicio 9,6%–12% e contenuto di rame di 1,5%–3,5% , offrendo eccezionale fluidità e capacità di riempimento di pareti sottili, ideali per la produzione di alette di dissipazione del calore di precisione e alloggiamenti complessi con spessori di parete fino a 1,0–1,2 mm . La sua tipica resistenza alla trazione è 150–200MPa con conducibilità termica di 130–150 W/m·K . A380 offre un contenuto di rame più elevato (3,0%–4,0%), raggiungendo una resistenza alla trazione di 210–250MPa e maggiore durezza (60–80 HB), che lo rende adatto per parti strutturali ad alto carico. A356 (AlSi7Mg0.3) è rafforzato dal contenuto di magnesio, offrendo eccellente colabilità e resistenza alla corrosione con conduttività termica di 120–160 W/m·K , rendendolo la scelta preferita per i vassoi delle batterie e i componenti di sicurezza strutturale.
| Indicatore di prestazione | ADC12 | A380 | A356 |
|---|---|---|---|
| Contenuto di silicio (Si) | 9,6% – 12% | 7,5% – 9,5% | 6,5% – 7,5% |
| Contenuto di rame (Cu) | 1,5% – 3,5% | 3,0% – 4,0% | ≤0,20% |
| Resistenza alla trazione (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Conducibilità termica (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Applicazioni tipiche | Alloggiamenti motore, alloggiamenti PCU | Parti strutturali ad alto carico | Vani batteria, parti strutturali |
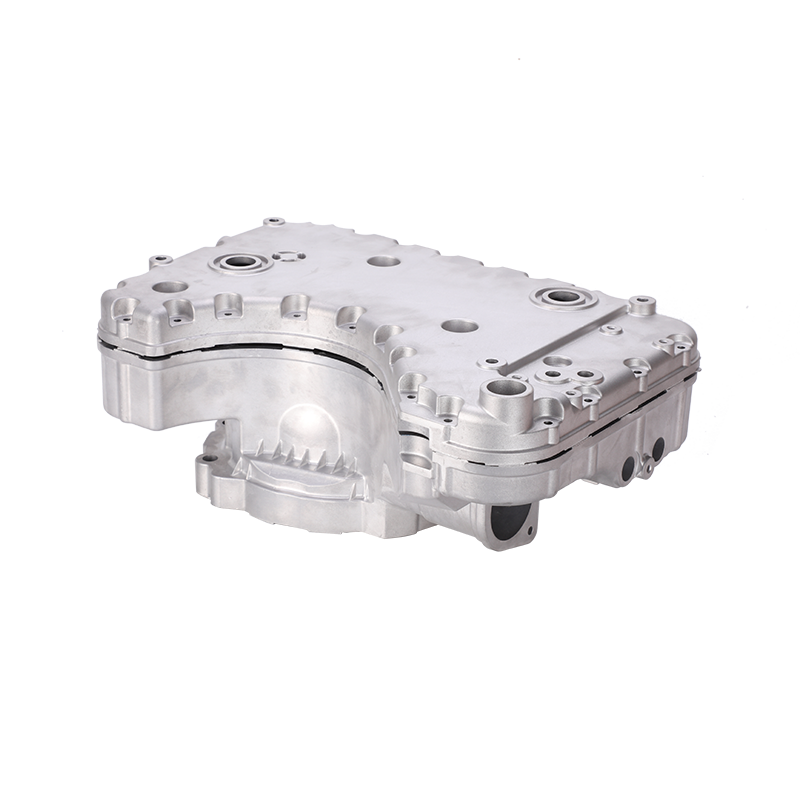
Per gli alloggiamenti dei motori e degli alloggiamenti delle PCU, ADC12 è la scelta più conveniente grazie alla sua eccellente conduttività termica ( 130–150 W/m·K ) e formabilità di colata superiore. Per i vassoi del pacco batteria e i componenti di sicurezza strutturale, l'A356 con trattamento termico T6 raggiunge una resistenza alla trazione di 220–280MPa e una resistenza alla corrosione superiore rispetto alle leghe contenenti rame, rendendolo l'opzione preferita per la sicurezza in caso di incidente. A380 è consigliato per parti strutturali del telaio che richiedono elevata capacità di carico meccanico. Tutte e tre le leghe condividono una densità di circa 2,7 g/cm³ , ottenendo riduzioni di peso di 40%–60% rispetto all'acciaio, migliorando direttamente l'autonomia del veicolo.
La gestione termica delle batterie di alimentazione è il fulcro della sicurezza e delle prestazioni dei NEV. La finestra di temperatura operativa ottimale per le celle agli ioni di litio è 15–35°C ; eccedente 45°C accelera il degrado della capacità, mentre le temperature superiori 60°C presentano rischi di fuga termica. Gli alloggiamenti in alluminio pressofuso raggiungono un'efficiente gestione termica attraverso i seguenti meccanismi:
La pressofusione ad alta pressione consente lo stampaggio diretto di complessi canali di raffreddamento a liquido, alette di dissipazione del calore e nervature termiche all'interno dello stampo, ottenendo progettazione integrata della struttura abitativa e dei sistemi di gestione termica. Questa struttura elimina la resistenza dell'interfaccia termica dai tradizionali processi di saldatura o assemblaggio, riducendo al minimo il percorso della resistenza termica dalla superficie della cella al refrigerante. La conduttività termica delle leghe di alluminio A356 o ADC12 ( 96–150 W/m·K ) è 3-5 volte quello dell'acciaio, consentendo una rapida diffusione del calore su tutta la superficie dell'alloggiamento.
| Materiale dell'alloggiamento | Conducibilità termica (W/m·K) | Densità (g/cm³) | Riduzione del peso | Rischio di fuga termica |
|---|---|---|---|---|
| Alluminio pressofuso | 96 – 150 | 2.7 | 40% – 60% | Basso |
| Alluminio estruso | 180 – 210 | 2.7 | 40% – 55% | Medio |
| Acciaio stampato | 45 – 55 | 7.8 | Linea di base | Alto (scarsa dissipazione del calore) |
| Composito (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50% – 65% | Estremamente elevato (richiede un raffreddamento aggiuntivo) |
Sebbene gli alloggiamenti in alluminio pressofuso abbiano una conduttività termica leggermente inferiore rispetto ai profili in alluminio estruso, i loro capacità di formatura integrata consente una progettazione ottimizzata del percorso del flusso di calore e la loro integrità strutturale supera di gran lunga i gruppi di profili saldati. In termini di protezione termica, gli alloggiamenti in alluminio possono ritardare la propagazione del fuoco 5-10 minuti , garantendo tempi di fuga critici per gli occupanti, mentre gli alloggiamenti compositi richiedono ulteriori strati resistenti al fuoco per soddisfare gli standard GB 38031.
Gli alloggiamenti dei pacchi batteria NEV fungono non solo da supporti per la gestione termica, ma anche da barriere critiche per la sicurezza strutturale complessiva del veicolo. Le leghe di alluminio pressofuso costruiscono sistemi di protezione multistrato attraverso la combinazione di resistenza intrinseca del materiale e ottimizzazione strutturale.
I moderni vassoi per batterie pressofuse adottano tipicamente un piastra di base della traversa del telaio struttura a sandwich. Attraverso l'analisi del flusso dello stampo che ottimizza le posizioni dei cancelli e la distribuzione dello spessore delle pareti, le aree critiche di collisione (come le travi di impatto laterale) vengono localmente ispessite per 10–12 mm , mentre le aree non critiche sono ridotte a 2–3 mm , raggiungendo l'equilibrio ottimale tra peso e forza. La lega A356-T6 raggiunge un limite di snervamento di 180–220MPa e combinato con le complesse strutture delle nervature rese possibili dalla pressofusione, può soddisfare i requisiti delle prove di impatto del palo laterale C-NCAP ed E-NCAP.
Gli alloggiamenti del pacco batteria devono raggiungere IP67 o IP69K gradi di protezione (secondo IEC 60529 e ISO 20653), che forniscono protezione completa dalla polvere e resistenza all'immersione di 30 minuti a 1 metro di profondità. La pressofusione consente un controllo preciso della planarità della superficie di tenuta ( ±0,05 mm ) e rugosità superficiale (Ra≤3,2 μm), garantendo la perfetta compatibilità con le guarnizioni di tenuta. Inoltre, gli alloggiamenti pressofusi devono superare i test di tenuta mediante spettrometria di massa con elio, con i tassi di perdita generalmente richiesti di seguito 15 sccm (centimetri cubi standard al minuto) per garantire l'assoluto isolamento tra i circuiti di raffreddamento e le camere delle celle.
La pressofusione ad alta pressione (HPDC) è un processo di formatura in cui la lega di alluminio fusa viene iniettata in stampi di acciaio di precisione ad alta velocità sotto pressioni di 30–150MPa . Questo processo dimostra tre vantaggi fondamentali nella produzione di componenti NEV:
La pressofusione raggiunge tolleranze dimensionali di ±0,03–0,05 mm , superando di gran lunga lo stampaggio (±0,1–0,3 mm) e la saldatura (±0,5–1,0 mm). Ancora più importante, consente di fondere canali di raffreddamento a liquido, staffe di montaggio, clip di fissaggio del cablaggio, posizioni di montaggio dei connettori e persino sedi di montaggio dello sfiato dell'esplosione in un'unica operazione, riducendo significativamente i successivi processi di lavorazione e assemblaggio. Per i vassoi del pacco batteria, la pressofusione può integrare quella tradizionale 6–10 parti stampate e saldate in 1–2 componenti pressofusi , eliminando i rischi di rottura per fatica della saldatura e riducendo l'accumulo di tolleranze di assemblaggio.
Una volta investiti gli utensili (gli stampi per vassoi per batterie di grandi dimensioni in genere durano 80.000-100.000 colpi ), i cicli di pressofusione di pezzi singoli possono essere ridotti a 60-120 secondi , rendendoli altamente adatti per le esigenze della piattaforma superiori 100.000 unità all'anno . Si prevede che il mercato globale delle macchine per la pressofusione dell’alluminio crescerà 86,14 miliardi di dollari nel 2025 to 144,04 miliardi di dollari entro il 2034 (CAGR 5,88%), con la regione Asia-Pacifico che detiene un 41% quota di mercato e la Cina da sola rappresenta 16% del mercato Asia-Pacifico.
I principali produttori utilizzano la progettazione CAD/CAM/CAE integrata combinata con l'analisi del flusso dello stampo per prevedere le posizioni dei punti di iniezione, la distribuzione della porosità e i difetti dei punti caldi. Le linee di produzione sono dotate di Radiografia a raggi X (RT) and scansione TC industriale , garantendo che la porosità interna rimanga al di sotto 0,1% —la soglia critica per garantire l'integrità della tenuta IP67 e la durata a fatica strutturale. I sistemi di gestione della qualità devono esserlo IATF 16949 certificato, che copre l'intero processo dall'approvvigionamento delle materie prime, al degasaggio della fusione, al monitoraggio dei parametri di iniezione fino al test di tenuta del prodotto finito.

L’autonomia del NEV mostra una forte correlazione negativa con il peso del veicolo. La ricerca indica che ogni 100 chilogrammi della riduzione del peso del veicolo può migliorare l'autonomia del 6%–8% (circa 30-50 km). I componenti in alluminio pressofuso ottengono una significativa riduzione del peso nelle seguenti aree chiave:
| Component | Peso del processo tradizionale (kg) | Peso in alluminio pressofuso (kg) | Riduzione del peso | Miglioramento della portata stimata |
|---|---|---|---|---|
| Vassoio per batteria | 80 – 120 (Acciaio) | 35 – 50 | 55% – 60% | 25 – 40 km |
| Alloggiamento del motore | 15 – 20 (Ghisa) | 6 – 9 | 55% – 60% | 5 – 8 km |
| Alloggiamento della PCU | 5 – 8 (Al pressofuso) | 3 – 5 | 30% – 40% | 2 – 4 km |
| Controtelaio/Parti strutturali | 25 – 35 (Acciaio) | 12 – 18 | 45% – 50% | 8 – 12 km |
Prendere una berlina elettrica pura con un peso a vuoto di 1.800 chilogrammi , capacità della batteria di 70 kWh e autonomia NEDC di 500 km ad esempio, la sostituzione del vassoio del pacco batteria, dell'alloggiamento del motore e del sottotelaio con componenti in alluminio pressofuso può ridurre il peso complessivo del veicolo di 80-120 chilogrammi , migliorando la portata di circa 40-70 km —equivalente a 5%–8% risparmio sui costi della batteria.
Sebbene i componenti in alluminio pressofuso richiedano un investimento iniziale in attrezzature più elevato (il vassoio del pacco batteria di grandi dimensioni si adatta a circa 50.000–150.000 USD ), loro Costo totale di proprietà (TCO) a 10 anni è significativamente inferiore rispetto alle alternative in acciaio. Il seguente confronto si basa su una piattaforma di produzione annua di 100.000 unità:
| Fattore di costo | Alluminio pressofuso | Saldatura dell'alluminio estruso | Acciaio stampato Welding | Composito (SMC) |
|---|---|---|---|---|
| Peso unitario (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Conteggio delle parti | 1 – 2 pezzi | 5 – 8 pezzi | 10 – 15 pz | 1 – 3 pezzi |
| Investimenti in attrezzature | Alto (una volta) | Medio | Basso | Alto (stampi compositi) |
| Processi di assemblaggio | Minimo | Multiplo (lavorazione di saldatura) | Esteso (Sigillatura per saldatura a punti) | Pochi (bulloni di collegamento) |
| Valutazione complessiva del TCO | Bassoest | Medio | Alto (penalità di peso) | Alto (costo aggiuntivo di raffreddamento) |
Inoltre, il Riciclabilità al 100%. delle leghe di alluminio è in linea con le tendenze globali dell’economia circolare. I componenti NEV a fine vita possono essere rifusi e riutilizzati nella produzione di pressofusione, con un’impronta di carbonio di gran lunga inferiore rispetto alla fusione dell’acciaio o alla sintesi dei compositi. Per le case automobilistiche che perseguono obiettivi ESG, i componenti in alluminio pressofuso offrono vantaggi significativi nel punteggio di sostenibilità.
Per i produttori di NEV e i fornitori di livello 1, incorporare i seguenti parametri tecnici nella qualificazione dei fornitori e nei documenti di gara può filtrare efficacemente i partner di pressofusione di qualità e mitigare i rischi di qualità post-produzione:
Incorporando questi indicatori nelle specifiche tecniche e nelle checklist di audit dei fornitori, gli enti appaltanti possono garantire che siano selezionati Componentei pressofusi NEV fornire supporto strutturale stabile, sicuro e leggero e garanzia di gestione termica durante l'intero ciclo di vita.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano