Contenuto
Pressofusione di ricambi auto rappresenta l'applicazione principale della tecnologia di colata ad alta pressione delle leghe di alluminio nella produzione automobilistica. Attraverso stampi di precisione, l'alluminio fuso viene rapidamente riempito e formato ad alta pressione per produrre alloggiamenti e componenti strutturali complessi, dimensionalmente accurati e con superficie liscia in un'unica operazione. Rispetto ai tradizionali assemblaggi saldati in acciaio, le pressofusioni in alluminio consentono riduzioni di peso dal 40% al 60%, affermandosi come il processo di produzione dominante per componenti critici tra cui blocchi motore, alloggiamenti del cambio, dissipatori di calore per lampioni a LED, alloggiamenti di motori di automobili a nuova energia e corpi di valvole. In qualità di produttore di pressofusione certificato IATF16949, Ningbo Jieda Moulding & Machine Co., Ltd gestisce una serie di macchine automatiche di pressofusione Lijin che vanno da 1600T a 200T insieme a oltre 80 set di apparecchiature di lavorazione CNC di precisione, implementando la gestione a ciclo chiuso dalla progettazione dello stampo alla consegna del prodotto finito.
La tecnologia della pressofusione dell’alluminio domina l’industria automobilistica grazie ai suoi vantaggi integrati in termini di prestazioni dei materiali, efficienza di formatura e controllo dei costi. La densità della lega di alluminio è pari a soli 2,7 g/cm³, meno di un terzo di quella dell'acciaio, consentendo un notevole alleggerimento delle parti strutturali a pareti sottili come gli alloggiamenti del cambio e le coperture delle estremità del motore. La fusione ad alta pressione raggiunge velocità di riempimento comprese tra 30 e 60 m/s, con cicli di produzione di singoli pezzi che generalmente vanno da 30 a 90 secondi, rendendola ideale per la produzione automatizzata di grandi volumi. Le pressofusioni garantiscono precisione dimensionale da CT6 a CT8 e rugosità superficiale da Ra3,2 a 6,3, richiedendo un margine di lavorazione minimo e garantendo elevati tassi di utilizzo del materiale.
| Fattore di confronto | Pressofusione di alluminio | Colata in sabbia tradizionale | Stampaggio e saldatura dell'acciaio |
| Peso della parte singola | Ridotto dal 40% al 60% | Simile | Linea di base |
| Spessore minimo della parete | Ottenibile a 2,0 mm | In genere superiore a 4 mm | Limitato da vincoli di stampaggio |
| Precisione dimensionale | Da CT6 a CT8 | Da CT10 a CT12 | Dipendente dal controllo della deformazione della saldatura |
| Tempo del ciclo di produzione | Da 30 a 90 secondi per parte | Diverse ore per stampo | Accumulo di processi multipli |
| Rugosità superficiale | Ra da 3,2 a 6,3 | Ra12,5-25 | Ra6,3-12,5 |
I dati nella tabella dimostrano che la pressofusione dell'alluminio presenta vantaggi insostituibili in termini di pareti sottili, alta precisione e formatura rapida. Prendendo come esempio gli alloggiamenti dei motori delle automobili della nuova generazione di energia, la pressofusione di alluminio consente il controllo dello spessore delle pareti entro 2,5 mm, riducendo il peso complessivo di circa il 45% rispetto alle soluzioni in ghisa. Il processo di pressofusione integrato elimina i rischi di tenuta associati alla saldatura, mentre i canali dell'acqua di raffreddamento possono essere formati direttamente all'interno dello stampo, migliorando l'efficienza di dissipazione termica del motore.
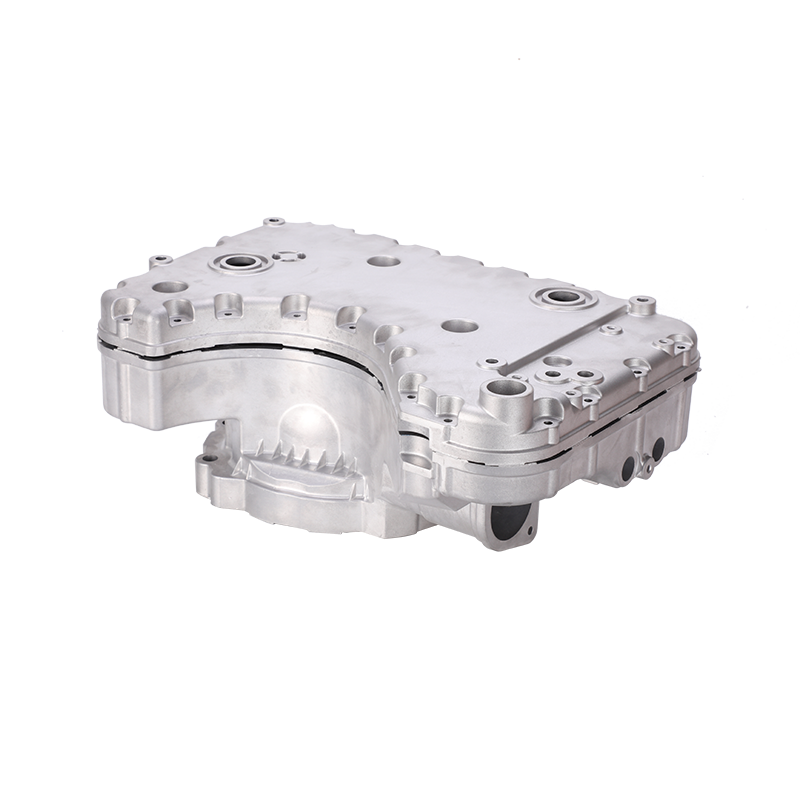
Le applicazioni di pressofusione di componenti automobilistici ora coprono quattro settori principali: sistemi di trasmissione, sistemi di trasmissione, sistemi di telaio e strutture della carrozzeria. Nei sistemi motore, i pistoni in alluminio pressofuso, i coperchi delle testate e i collettori di aspirazione riducono efficacemente la massa alternativa e migliorano il risparmio di carburante. Nelle applicazioni di trasmissione, gli alloggiamenti del cambio realizzati in alluminio pressofuso non solo riducono il peso del gruppo, ma sfruttano anche una conduttività termica superiore per facilitare il raffreddamento dell'olio degli ingranaggi e prolungare gli intervalli di sostituzione del lubrificante.
Il rapido sviluppo di nuovi veicoli energetici ha aperto nuove opportunità di crescita per la tecnologia della pressofusione. Gli alloggiamenti dei motori, le piastre terminali del pacco batteria e gli involucri dei controller adottano prevalentemente soluzioni di pressofusione di alluminio. Gli alloggiamenti dei motori, ad esempio, richiedono canali integrati per l'acqua di raffreddamento e spallamenti di montaggio interni, caratterizzati da strutture complesse con elevate esigenze di tenuta. La pressofusione consente la formatura in un unico colpo di profili di canali d'acqua, riducendo le operazioni di lavorazione e i rischi di perdite. Inoltre, le applicazioni intersettoriali, come i dissipatori di calore per lampioni LED e i corpi delle valvole pneumatiche, attingono alla matura esperienza nella pressofusione automobilistica, utilizzando l'elevato coefficiente di conducibilità termica dell'alluminio per un'efficiente dissipazione del calore.
| Sistema applicativo | Parti tipiche pressofuse | Grado materiale | Requisiti prestazionali fondamentali |
| Sistema motore | Pistoni, Coperchi testate, Coppe olio | A380, ADC12 | Resistenza alle alte temperature, resistenza all'usura |
| Sistema di trasmissione | Alloggiamento del cambio, alloggiamento della frizione | A380, AlSi10MnMg | Rigidità, Sigillatura, Conducibilità Termica |
| Nuovo propulsore energetico | Alloggiamento del motore, piastre terminali della batteria | AlSi10MnMg, A365 | Conducibilità termica, schermatura EMI, ermeticità |
| Sistema del telaio | Fuso a snodo, staffe del braccio di controllo | A356, AlSi7Mg | Resistenza alla fatica, resistenza agli urti |
| Struttura corporea | Giunti del montante A, torri ammortizzatrici | AlSi10MnMg | Assorbimento dell'energia in caso di incidente, affidabilità della connessione |
In particolare, le innovazioni nella tecnologia di pressofusione integrata hanno consentito di formare gruppi del pianale posteriore della Tesla Model Y e componenti strutturali simili di grandi dimensioni in un’unica operazione di fusione. Questo approccio consolida oltre 70 singole parti stampate e saldate in un'unica pressofusione, semplificando notevolmente le catene di fornitura e i processi di assemblaggio. Questa tendenza indica che la tecnologia della pressofusione si sta evolvendo dalla produzione di singoli componenti verso parti strutturali integrate su larga scala.
La pressofusione di componenti automobilistici di alta qualità dipende dal coordinamento sistematico tra progettazione dello stampo, parametri di fusione e operazioni di post-elaborazione. Durante la fase di progettazione dello stampo, il posizionamento del punto di iniezione, i canali di ventilazione e il layout del circuito di raffreddamento determinano direttamente la completezza del riempimento e i tassi di porosità interna. Le piattaforme di progettazione CAD/CAE/CAM integrate consentono la simulazione virtuale del flusso dell'alluminio, del ritiro da solidificazione e della distribuzione dello stress termico, consentendo l'identificazione precoce dei rischi di difetti tra cui intrappolamento di gas, arresti a freddo e cricche a caldo.
Il controllo preciso dei parametri di pressofusione è altrettanto fondamentale. Per le macchine automatiche di pressocolata da 1.600 tonnellate, le finestre di processo tipiche includono: temperatura dell'alluminio fuso da 680 a 720°C, temperatura dello stampo da 180 a 240°C, pressione di iniezione da 60 a 100 MPa, con posizioni di commutazione ad alta velocità impostate con precisione in base allo spessore della parete del pezzo. Una temperatura eccessiva dell'alluminio aumenta l'inclusione di ossido e la tendenza alla saldatura dello stampo, mentre una temperatura insufficiente dello stampo porta a chiusure a freddo e segni di flusso superficiale. Di conseguenza, il controllo coordinato tra le unità di temperatura dello stampo e le macchine per pressocolata costituisce la base per l'uniformità del lotto.
Le operazioni di post-elaborazione comprendono la rimozione dei cancelli, il trattamento termico, la lavorazione meccanica di precisione e la finitura superficiale. Il trattamento termico T6 aumenta significativamente la resistenza alla trazione del materiale A356 da circa 180 MPa nella condizione grezza a oltre 310 MPa. Per i componenti critici per la tenuta, come gli alloggiamenti del cambio e i corpi delle valvole, è obbligatorio effettuare un test di tenuta al 100%, con rilevatori di perdite mediante spettrometria di massa ad elio in grado di identificare microperdite a livelli di 1×10⁻⁵Pa·m³/s.
Mentre le leghe di alluminio dominano i componenti strutturali di grandi dimensioni del settore automobilistico, la pressofusione di zinco mantiene un valore unico nelle piccole parti di precisione. Il punto di fusione della lega di zinco è di circa 420°C, sostanzialmente inferiore a quello delle leghe di alluminio, con conseguente riduzione del carico termico sugli stampi e maggiore durata dello stampo che raggiunge da 500.000 a 1.000.000 di cicli, rispetto ai 100.000-200.000 cicli prima della revisione importante per gli stampi per pressofusione di alluminio. Le pressofusioni di zinco raggiungono una precisione dimensionale più elevata ai livelli da CT4 a CT5, con superfici adatte alla cromatura decorativa diretta, comunemente applicata ai meccanismi di chiusura delle portiere automobilistiche, agli emblemi decorativi e ai connettori di precisione in applicazioni ad alto valore aggiunto in piccoli lotti.
Tuttavia, la densità della lega di zinco di 6,7 g/cm³ è circa 2,5 volte quella dell'alluminio, limitandone l'applicazione nelle strutture primarie automobilistiche leggere. Pertanto, i produttori di pressofusione in genere prendono decisioni sulla selezione del materiale tra alluminio e zinco in base alle dimensioni delle parti, agli obiettivi di peso e ai requisiti funzionali: alloggiamenti di grandi dimensioni e componenti strutturali danno priorità alle leghe di alluminio, mentre piccoli componenti di trasmissione di precisione e parti decorative possono prendere in considerazione soluzioni di stampi per pressofusione di zinco.
Quando si selezionano i fornitori di pressofusione di componenti per auto, si consiglia la valutazione su tre dimensioni: sistemi di qualità, capacità delle apparecchiature e team tecnici. Innanzitutto, la certificazione IATF16949 funge da soglia di ingresso per le catene di fornitura automobilistiche, richiedendo ai fornitori di implementare la gestione del rischio nei processi di sviluppo della progettazione, produzione e servizio. In secondo luogo, il tonnellaggio della forza di chiusura della macchina per pressofusione determina l'area massima prevista delle parti producibili; Le attrezzature della classe da 1.600 tonnellate coprono la maggior parte delle scatole del cambio e degli alloggiamenti dei motori, mentre i componenti strutturali integrati di grandi dimensioni richiedono macchine superiori a 6.000 tonnellate.
La capacità di progettazione interna degli stampi rappresenta un altro indicatore fondamentale. I produttori dotati di oltre 80 centri di lavoro CNC, macchine per elettroerosione e attrezzature per il taglio a filo possono completare l'intero processo di progettazione dello stampo, lavorazione, assemblaggio e produzione di prova in loco, abbreviando i cicli di sviluppo di nuovi prodotti. Inoltre, le configurazioni di laboratorio dotate di spettrometri, sistemi di ispezione a raggi X e macchine di misura a coordinate garantiscono la completa tracciabilità dei dati dal ricevimento delle materie prime fino alla spedizione del prodotto finito.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano