Contenuto
Nella moderna produzione industriale, Pressofusione di parti del motore si è evoluta dai tradizionali processi di fusione in una tecnologia di produzione ad alta precisione ed alta efficienza. Attualmente, il mercato globale della pressofusione di componenti di motori si sta espandendo a un tasso di crescita annuo composto di 5,8% , con una dimensione del mercato destinata a superare 42 miliardi di dollari entro il 2028. La tecnologia di pressofusione non solo migliora significativamente la densità e la precisione dimensionale delle parti del motore, ma controlla anche i tassi di scarto inferiori 1,5% attraverso la produzione automatizzata, rendendolo un anello chiave insostituibile nella filiera della produzione di motori.
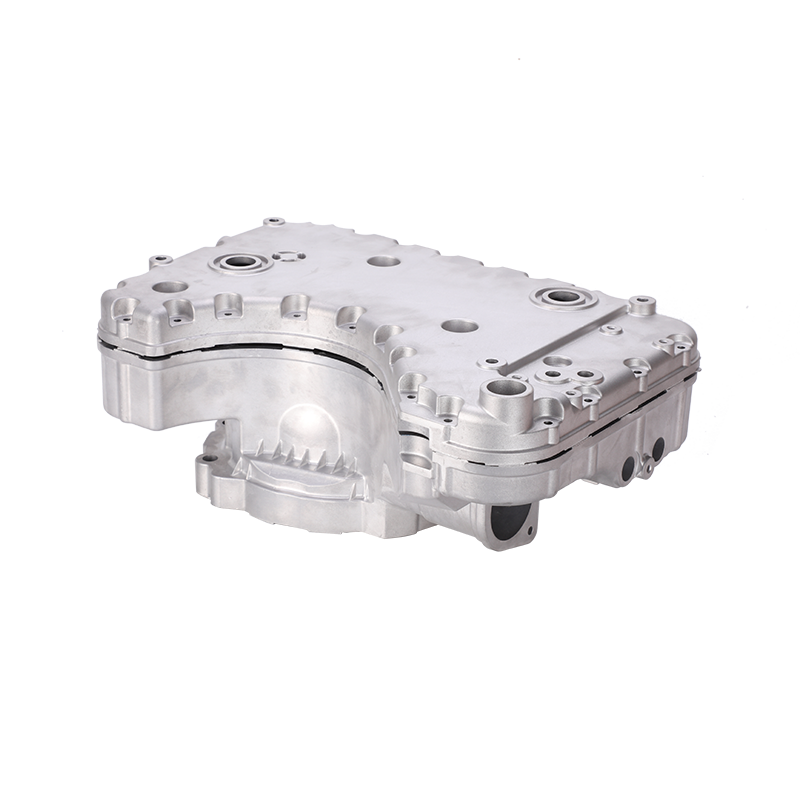
Per i produttori, padroneggiare i processi avanzati di pressofusione significa ottenere tripli vantaggi in termini di qualità del prodotto, costi di produzione e cicli di consegna. Prendendo come esempio gli alloggiamenti dei motori in lega di alluminio, dopo aver adottato la pressofusione ad alta pressione, lo spessore delle pareti può essere ridotto al di sotto 2,5 mm , il peso è ridotto di oltre 30% e l'efficienza di dissipazione del calore migliora di 20% —questi indicatori di prestazione determinano direttamente il vantaggio competitivo dei motori nei veicoli a nuova energia e nelle applicazioni di automazione industriale.
Il processo di produzione delle parti del motore ha attraversato tre fasi chiave. La prima fase è la fusione per gravità, che si basa sul peso proprio del metallo fuso per riempire lo stampo. È adatto per parti con strutture semplici e requisiti di precisione inferiori, ma soffre di tassi di porosità elevati e scarsa ruvidità superficiale. La seconda fase è la colata a bassa pressione, in cui il metallo fuso viene spinto dolcemente nello stampo dalla pressione dell'aria, riducendo la porosità a 3%-5% , ma non soddisfa ancora i requisiti di precisione delle parti del motore.
Il terzo stadio, che rappresenta l'attuale tecnologia tradizionale di pressofusione ad alta pressione, raggiunge pressioni di iniezione di 30-150 MPa . Il metallo fuso riempie rapidamente la cavità dello stampo ad alta pressione, con tempi di raffreddamento ridotti a 3-8 secondi e il raggiungimento dei cicli produttivi 30-60 secondi per scatto . Prendendo come esempio le coperture delle estremità del motore, i prodotti di pressofusione ad alta pressione possono controllare le tolleranze dimensionali interne ±0,05 mm , con valori di rugosità superficiale Ra inferiori 1,6μm , soddisfacendo pienamente i requisiti di precisione per l'assemblaggio del motore.
L’industria sta attualmente accelerando la transizione verso celle di pressocolata intelligenti. Un sistema completo e intelligente di pressofusione integra il monitoraggio della temperatura in tempo reale, l'analisi della curva di pressione e l'estrazione automatica robotizzata delle parti. I dati mostrano che dopo l'introduzione di sistemi intelligenti di controllo della temperatura, le fluttuazioni della temperatura del liquido in alluminio sono state ridotte da ±15°C a ±3°C . Il conseguente miglioramento della stabilità dimensionale riduce i sovrametalli successivi di lavorazione 40% , riducendo i costi di lavorazione per pezzo del 12%-18% .
Il controllo di qualità nella pressofusione di componenti di motori dipende dalla regolazione precisa di molteplici parametri di processo. La tabella seguente confronta il modo in cui le diverse impostazioni dei parametri influiscono sui difetti tipici:
| Parametro di processo | Gamma consigliata | Difetti associati primari | Livello di impatto |
|---|---|---|---|
| Temperatura del liquido in alluminio | 660-720°C | Chiusure a freddo, saldatura | Alto |
| Temperatura dello stampo | 180-260°C | Porosità, crepe calde | Alto |
| Velocità di iniezione | 2-6 m/sec | Intrappolamento d'aria, inclusioni di ossidi | Medio-Alto |
| Pressione di intensificazione | 30-80 MPa | Porosità da ritiro, densità insufficiente | Alto |
| Tempo di permanenza | 3-10 secondi | Porosità da ritiro, deviazione dimensionale | Medio |
Come mostrato nella tabella, temperatura del liquido dell'alluminio, temperatura dello stampo e pressione di intensificazione sono i tre parametri fondamentali che influenzano la qualità della pressofusione delle parti del motore. Prendiamo come esempio la pressofusione dell'alloggiamento del motore, quando la temperatura dello stampo scende al di sotto 180°C , i tassi di difetti di chiusura a freddo aumentano al di sopra 8% ; quando la pressione di intensificazione è insufficiente 30 MPa , la porosità da ritiro interna può superare 5% , compromettendo seriamente le prestazioni di tenuta del motore e l'efficienza di dissipazione del calore.
Nel campo della pressofusione di componenti di motori, le leghe di alluminio rappresentano oltre 85% di quota di mercato, con ADC12 e A380 che sono i due gradi più comunemente utilizzati. ADC12 ha un contenuto di silicio di 9,6%-12,0% , che offre un'eccellente fluidità adatta alla produzione di coperchi di motori complessi e a pareti sottili e scatole di giunzione; A380 ha un contenuto di rame di 3,0%-4,0% , con resistenza alla trazione che raggiunge 320MPa , rendendolo più adatto per supporti e basi motore soggetti a carichi meccanici elevati.
Tuttavia, le tradizionali leghe di alluminio presentano colli di bottiglia nella conduttività termica. L'alluminio puro ha una conduttività termica di 237 W/(m·K) , mentre l'ADC12 scende a circa 96 W/(m·K) grazie all'alto contenuto di silicio. Per far fronte alle elevate esigenze di dissipazione del calore dei motori di guida dei veicoli a nuova energia, l’industria sta promuovendo leghe di alluminio a basso contenuto di silicio e ad alta conduttività termica, che possono aumentare la conduttività termica fino a 150-170 W/(m·K) pur mantenendo una sufficiente fluidità di colata.
La densità della lega di magnesio è solo 64% quello della lega di alluminio (1,81 g/cm³ contro 2,71 g/cm³), dimostrando un enorme potenziale in termini di alleggerimento del motore. Gli alloggiamenti del motore possono essere pressofusi in lega di magnesio AZ91D 25%-30% più leggero delle versioni in alluminio, mentre la resistenza specifica (rapporto resistenza/densità) migliora di oltre 15% . Attualmente, le parti di motori pressofusi in lega di magnesio hanno raggiunto applicazioni batch in alcuni utensili elettrici e motori di droni di fascia alta, con tassi di crescita annuali superiori a 12% .
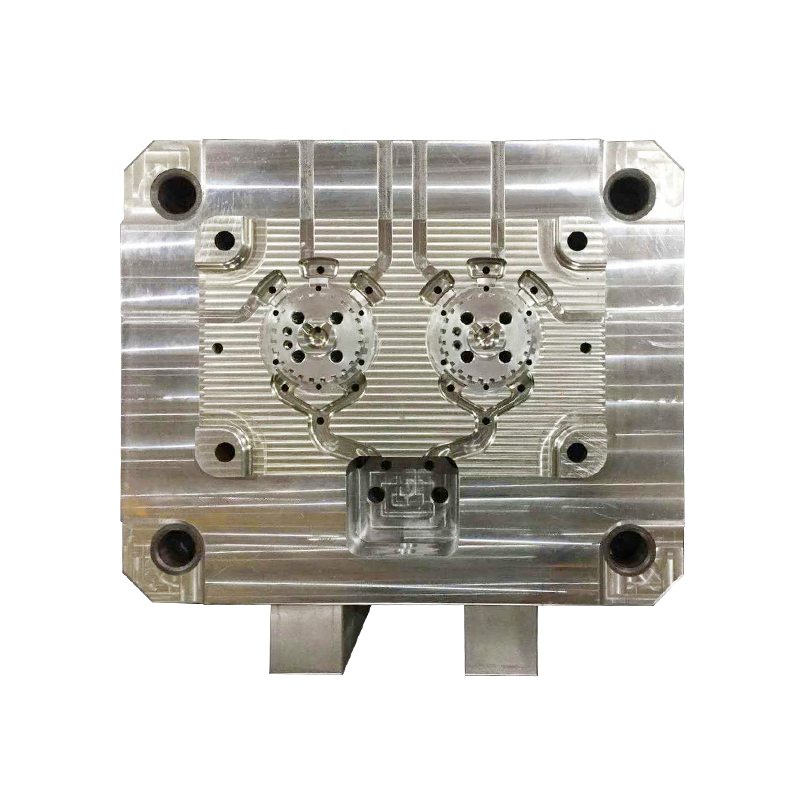
Gli stampi per pressofusione rappresentano il primo passaggio per determinare la qualità delle parti del motore: la precisione della progettazione e la durata di servizio influiscono direttamente sui costi di produzione e sulla consistenza del prodotto. Per uno stampo per pressofusione dell'alloggiamento di un motore, la rugosità della superficie della cavità deve essere controllata di seguito Ra 0,4μm , con raggiungimento della precisione del gioco di montaggio 0,02 mm livello.
La selezione dell’acciaio per stampi è altrettanto fondamentale. L'acciaio per utensili per lavorazioni a caldo H13, con la sua eccellente resistenza alla fatica termica, è diventato il materiale principale per gli stampi per pressofusione di parti di motori, con durezza generalmente controllata a HRC 44-48 . In normali condizioni di utilizzo e manutenzione, uno stampo H13 può essere completato 80.000-120.000 cicli di pressofusione. Grazie alla tecnologia avanzata di trattamento della nitrurazione superficiale, la durata dello stampo può essere estesa oltre 150.000 cicli , riducendo il costo di ammortamento dello stampo per stampata 35% .
La progettazione delle porte è una tecnologia fondamentale nell'ingegneria degli stampi. Per le coperture terminali del motore con spessore della parete irregolare, adottare cancelli dei ventilatori combinato con intensificazione locale i processi consentono al metallo fuso di completare il riempimento della cavità interna 0,3 secondi , evitando efficacemente l'intrappolamento dell'aria nei vortici. I dati di produzione effettivi mostrano che il design ottimizzato dei punti di iniezione può ridurre i tassi di difetti di porosità 4,2% al di sotto 1,1% .

Il rilevamento dei difetti interni per le parti del motore si basa principalmente sull'ispezione a raggi X e sulla tecnologia CT industriale. Per gli alloggiamenti dei motori di azionamento dei veicoli a nuova energia, i criteri di qualità standard del settore sono: diametro dei singoli pori non superiore 1,0 mm , e l'area totale dei pori rappresenta meno di 2% dell'area della sezione trasversale. CT industriale ad alta risoluzione (risoluzione 5μm ) consente 100% ispezione in linea, con cicli di ispezione sincronizzati con i cicli di produzione della pressofusione, garantendo zero difetti.
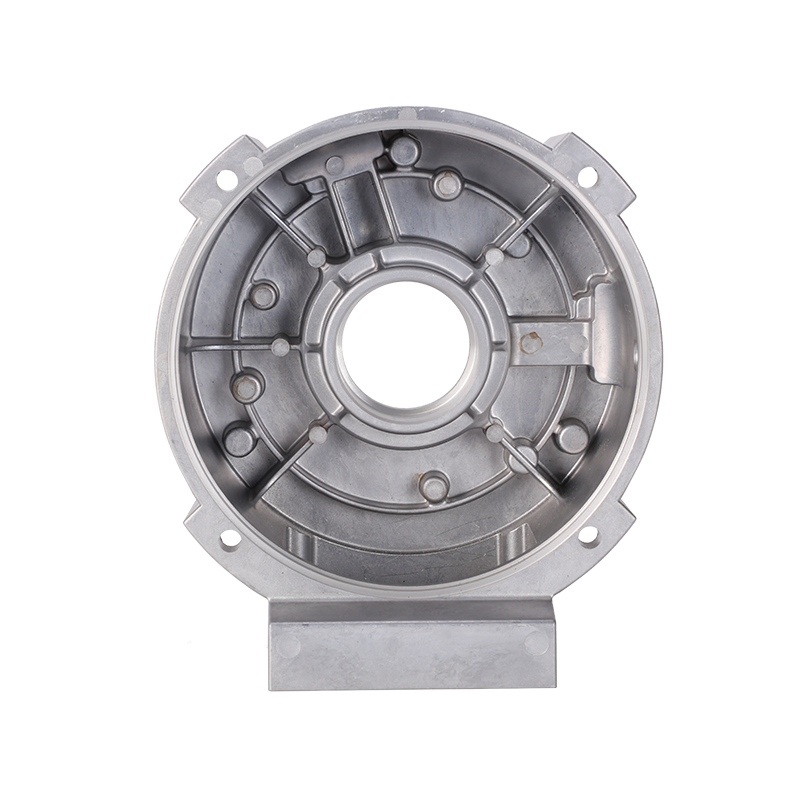
Le parti di motori pressofusi richiedono in genere lavorazioni meccaniche di precisione per ottenere le dimensioni finali dell'assemblaggio. Prendendo come esempio gli alloggiamenti dei cuscinetti del motore, riserva di pezzi grezzi pressofusi 0,8-1,2 mm tolleranza di lavorazione e, dopo l'elaborazione CNC, la tolleranza di rotondità viene controllata all'interno 0,01 mm , con rugosità superficiale Ra inferiore 0,8μm , soddisfacendo i requisiti di precisione per gli accoppiamenti con interferenza dei cuscinetti.
Per il trattamento superficiale, gli alloggiamenti dei motori adottano generalmente processi di anodizzazione o rivestimento elettroforetico. Lo spessore del film anodizzato è controllato a 8-15μm , aumentando la durezza superficiale al di sopra Alta tensione 300 , fornendo allo stesso tempo un eccellente isolamento e resistenza alla corrosione. Per le parti del motore per uso esterno, i requisiti del test in nebbia salina superano 500 ore senza ruggine rossa, ponendo una doppia sfida alla densità della pressofusione e ai processi di trattamento superficiale.
L’industria della pressofusione di componenti di motori si trova ad affrontare tre tendenze significative:
Per i produttori, affrontare queste tendenze richiede investimenti sincronizzati nell’aggiornamento delle apparecchiature, nella ricerca e sviluppo dei materiali e nella digitalizzazione. Le imprese dotate di grandi macchine per pressofusione di cui sopra 800T , padroneggiare la tecnologia di raffinazione dell’alluminio riciclato e creare database di processi completi otterranno significativi vantaggi competitivi sul mercato nei prossimi anni 3-5 anni .
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano