Contenuto
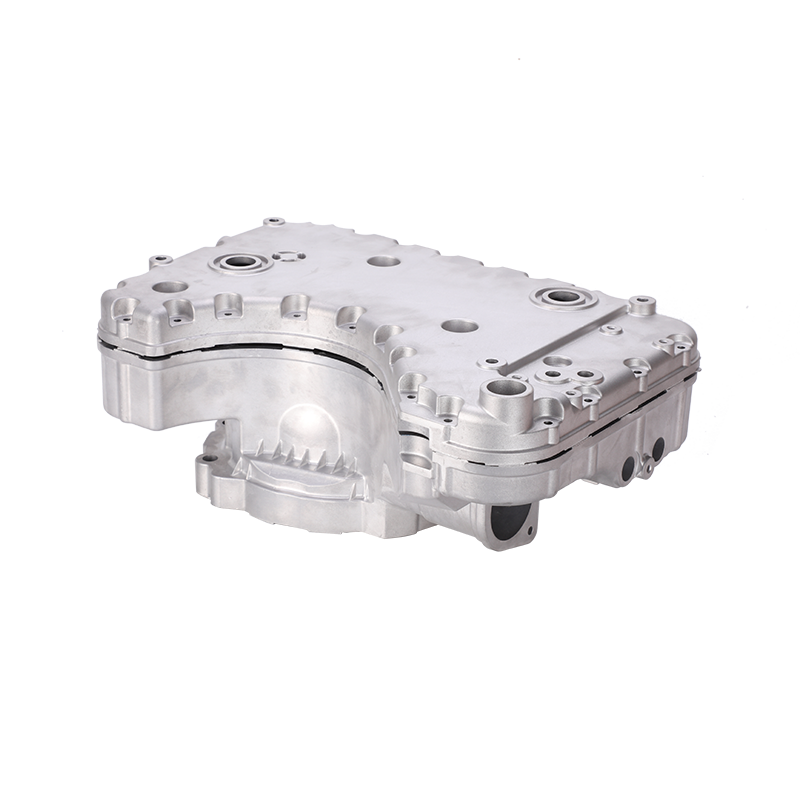
Pressofusione dell'alloggiamento del riduttore è un processo di produzione ad alta pressione che inietta una lega di alluminio fusa in uno stampo di acciaio di precisione (stampo) per produrre involucri di trasmissione complessi, leggeri e dimensionalmente accurati. Questo processo consente la produzione di geometrie complesse, tra cui alette di raffreddamento, sporgenze di montaggio e strutture di nervature interne, che sarebbe difficile o proibitivo in termini di costi ottenere tramite lavorazione meccanica o altri metodi di fusione.
Il processo impiega tipicamente macchine per pressofusione ad alta pressione (HPDC) a camera fredda con una forza di chiusura compresa tra 500 e 4.000 tonnellate, in grado di produrre alloggiamenti del cambio con spessori di parete fino a 0,8–1,5 mm mantenendo tolleranze dimensionali strette di ±0,01 mm dopo la lavorazione CNC. I tempi di ciclo variano da 30 secondi a 3 minuti, a seconda delle dimensioni del pezzo, rendendolo ideale per la produzione automobilistica in grandi volumi in cui i volumi annuali superano le 50.000 unità.
I componenti risultanti offrono eccellenti rapporti resistenza-peso, con i tipici alloggiamenti del cambio in alluminio pressofuso che pesano il 30-40% in meno rispetto agli equivalenti pezzi fusi in ghisa, fornendo allo stesso tempo una rigidità sufficiente per mantenere l'allineamento degli ingranaggi sotto carichi operativi di coppia di 200-500 Nm.
Le leghe di alluminio dominano le applicazioni delle scatole del cambio, con A380, ADC12 e A360 che rappresentano le tre scelte di materiali principali, ciascuna delle quali offre caratteristiche prestazionali distinte adatte a requisiti operativi specifici.
| Lega | Contenuto di silicio | Resistenza alla trazione | Caratteristiche chiave | Applicazioni primarie |
|---|---|---|---|---|
| A380 | 7,5–9,5% | 324MPa | La migliore lega per tutti gli usi; ottima colabilità e lavorabilità; buon rapporto resistenza/costo | Alloggiamenti automobilistici generali, scatole di trasmissione, staffe strutturali |
| ADC12 | 9,6–12,0% | 310MPa | Fluidità superiore; eccellente per sezioni a parete sottile (0,6–1,2 mm); elevata stabilità dimensionale | Alloggiamenti elettronici complessi, componenti di trasmissione a pareti sottili, parti altamente dettagliate |
| A360 | 9,0–10,0% | 317MPa | Resistenza alla corrosione superiore; migliore tenuta alla pressione; migliore resistenza alle alte temperature | Applicazioni marine, componenti di gruppi propulsori, alloggiamenti sigillati che richiedono integrità della pressione |
| A383 | 9,5–11,5% | 310MPa | A380 modificato con fluidità migliorata per parti a pareti molto sottili | Intricati alloggiamenti del cambio a pareti sottili |
| A413 | 11,0–13,0% | 295MPa | Eccellente tenuta alla pressione e conducibilità termica | Componenti che trasportano fluidi, alloggiamenti di scambiatori di calore |
La garanzia della qualità per le pressofusioni delle scatole del cambio si basa su un approccio di ispezione multistrato che combina metodi di test visivi, dimensionali e non distruttivi (NDT) per rilevare difetti sia superficiali che interni. Dato che le scatole del cambio devono mantenere l'integrità della pressione e l'affidabilità strutturale sotto carico ciclico, i protocolli di ispezione in genere raggiungono tassi di rilevamento dei difetti superiori al 99,5% per le caratteristiche critiche di sicurezza.
La porosità nelle pressofusioni delle scatole del cambio in alluminio si manifesta principalmente come porosità da gas (vuoti sferici di 5-50 μm causati dall'idrogeno intrappolato) e porosità da ritiro (vuoti irregolari di 10-200 μm causati dalla contrazione della solidificazione), con una prevenzione efficace che richiede un approccio a livello di sistema che combini preparazione della fusione, controllo del processo e tecnologie di fusione avanzate.
Mentre le leghe di alluminio dominano la produzione delle scatole del cambio, le leghe di magnesio e zinco offrono alternative interessanti per applicazioni specifiche in cui la riduzione del peso, la capacità di smorzamento o le considerazioni sui costi hanno la precedenza.
Fornitura di pressofusioni in magnesio Densità inferiore del 33% rispetto all'alluminio (1,8 g/cm³ contro 2,7 g/cm³), rendendoli attraenti per i cambi di veicoli elettrici dove ogni chilogrammo influisce sull’autonomia. AZ91D offre eccellente colabilità e resistenza alla corrosione, mentre AM60B offre duttilità e resistenza agli urti superiori per applicazioni critiche in caso di incidente.
Le leghe di zinco offrono una fluidità eccezionale, consentendo spessori di parete fino a 0,4 mm e geometrie complesse a forma di rete con angoli di sformo minimi. Zamak 3 fornisce una resistenza alla trazione di 280 MPa con duttilità superiore (allungamento del 10%) rispetto alle pressofusioni di alluminio.
| Material | Densità (g/cm³) | Resistenza alla trazione (MPa) | Temperatura massima (°C) | Costo relativo |
|---|---|---|---|---|
| Alluminio A380 | 2.7 | 324 | 200 | 1,0× (riferimento) |
| Magnesio AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zama Zincata 5 | 6.6 | 331 | 120 | 0,8× |
La pressofusione di alluminio standard raggiunge spessori di parete di 0,8–1,5 mm per aree generali e 2,0–4,0 mm per sporgenze di montaggio strutturale. Con la lega ADC12 e il gating ottimizzato, sono possibili sezioni sottili fino a 0,6 mm per caratteristiche non strutturali.
Le pressofusioni convenzionali ad alta pressione non possono essere trattate termicamente T6 a causa della porosità interna, che causa la formazione di bolle. Tuttavia, i getti pressofusi sotto vuoto con livelli di porosità <0,3% possono essere sottoposti con successo al trattamento T6 , raggiungendo resistenze a trazione fino a 380 MPa.
La pressofusione diventa competitiva in termini di costi volumi annui superiori a 5.000–10.000 unità , con la massima efficienza economica a 50.000 unità. Al di sotto di questa soglia, la fusione in sabbia o la lavorazione CNC possono essere più economiche nonostante i costi unitari più elevati.
I sistemi a vuoto aggiungono il 15–25% ai costi degli utensili e il 10–15% al tempo di ciclo, ma riducono il tasso di scarto dall’8–12% al 2–4% consentendo al contempo il trattamento termico e la saldatura. Per i componenti strutturali automobilistici, l’impatto sul costo totale è generalmente neutro o positivo se si considerano i miglioramenti della qualità.
Le superfici standard come colate raggiungono Ra 3,2–6,3 μm. Le opzioni di finitura secondaria includono granigliatura (Ra 1,6–3,2 μm), anodizzazione (rivestimento decorativo di tipo II o rivestimento duro di tipo III), verniciatura a polvere, rivestimento elettronico e rivestimento di conversione cromata per la protezione dalla corrosione.
Il test di decadimento della pressione applica una pressione dell'aria di 0,3–0,6 MPa alle cavità sigillate, monitorando la caduta di pressione <5% in 30 secondi. Il test delle perdite di elio (sensibilità di 10⁻⁶ mbar·l/s) viene utilizzato per requisiti estremi come gli involucri delle batterie dei veicoli elettrici o gli alloggiamenti ermetici della trasmissione.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano