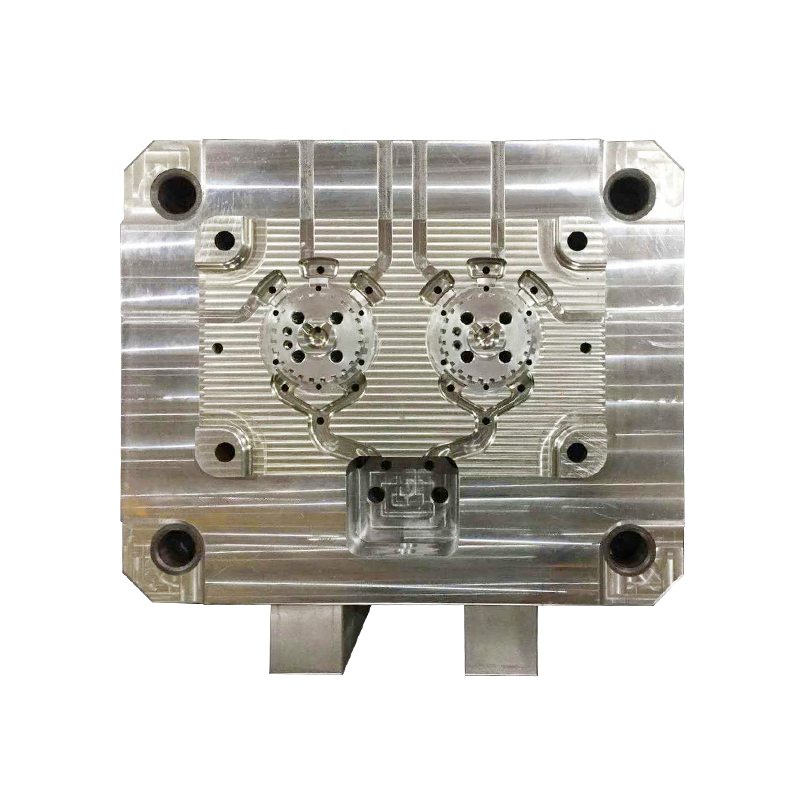
Durata dello stampo pressofuso
La durata di servizio di stampi per pressofusione è influenzato da molteplici fattori, tra cui materiale, processo e manutenzione. Sebbene non esista un valore fisso, è possibile estenderlo tramite ottimizzazione tecnica. Ciò può essere classificato nei seguenti tre fattori chiave:
1. Durata di servizio tipica: in condizioni di normale utilizzo e manutenzione, gli stampi per pressofusione in lega di alluminio possono durare da 100.000 a 500.000 cicli. L'utilizzo di acciaio per stampi di alta qualità e l'ottimizzazione del processo di trattamento termico possono prolungare la durata di servizio da 500.000 a 1.000.000 di cicli, soddisfacendo le esigenze di produzione a lungo termine.
2. Fattori che influenzano la durata di vita dello stampo:
Selezione del materiale: l'acciaio per stampi di alta qualità offre elevata durezza e resistenza all'usura, consentendogli di resistere ad ambienti ad alta pressione e alta temperatura, riducendo l'usura dello stampo.
Trattamento termico: i processi di tempra e nitrurazione sotto vuoto possono migliorare la durezza dello stampo e la resistenza alla fatica, prolungandone la durata utile.
Manutenzione: una manutenzione regolare, che comprende la nitrurazione, la lubrificazione e la pulizia del sistema di raffreddamento, può ridurre lo stress termico, la deformazione e l'usura, prolungando la durata utile dello stampo. 3. Ningbo Jieda Molding & Machine Co., Ltd. garantisce prestazioni stabili degli stampi per pressofusione durante la produzione a lungo termine attraverso una selezione avanzata dei materiali e una gestione sistematica, soddisfacendo le elevate esigenze dei clienti in termini di durata degli stampi.
Qual è la differenza tra fusioni e pressofusioni?
1.Principi di processo: la differenza essenziale tra pressione e gravità
Fusione: rientra nella categoria della fusione a gravità. Il metallo fuso (come alluminio, ferro, rame, ecc.) viene versato per gravità in uno stampo di sabbia, metallo o gesso pre-preparato, dove solidifica naturalmente attraverso il raffreddamento. Il suo principio fondamentale è il "riempimento per gravità", che determina un flusso lento del metallo. È adatto per produrre parti grandi, a pareti spesse o semplici (come basi di macchine utensili e raccordi per tubi).
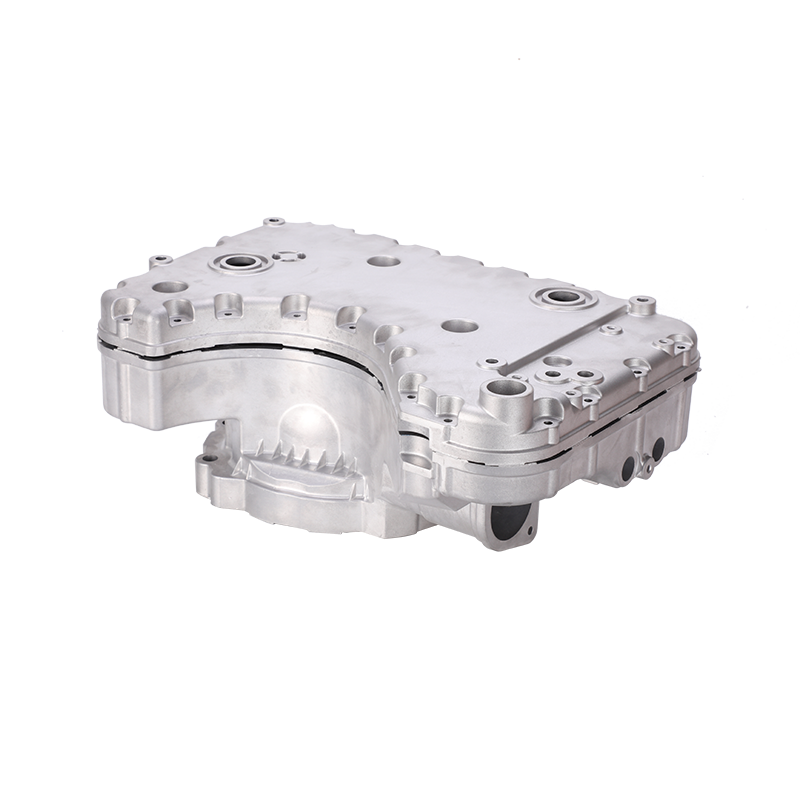
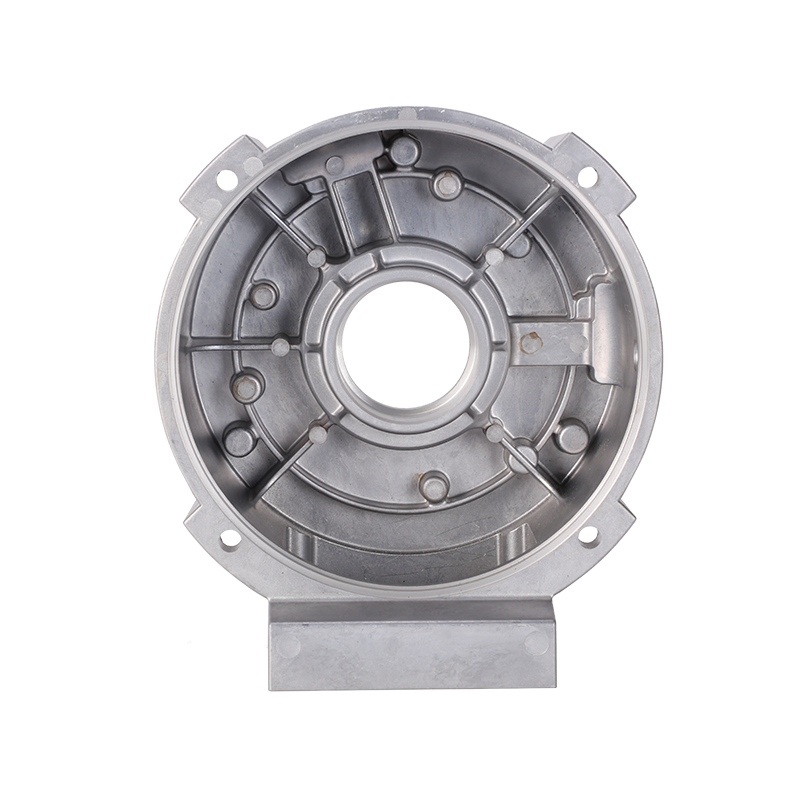
Pressofusione: rientra nella categoria della fusione ad alta pressione. Il metallo fuso (come alluminio, zinco, magnesio, ecc.) viene rapidamente iniettato nella cavità di uno stampo di pressofusione di precisione ad alta pressione (40-200 MPa). Si solidifica attraverso un rapido raffreddamento. Il suo principio fondamentale è "alta pressione, alta velocità", che determina un rapido flusso del metallo. È adatto per produrre parti a pareti sottili, complesse e di alta precisione (come blocchi motore per automobili, alloggiamenti per telefoni cellulari e cappucci terminali del motore).
2.Descrizione della tabella
| Dimensione | Fusione (fusione a gravità) | Pressofusione (fusione ad alta pressione) |
|---|---|---|
| Efficienza produttiva | Basso: si basa sul riempimento per gravità, lungo tempo di raffreddamento (minuti), lungo tempo di ciclo per pezzo | Alto: riempimento ad alta pressione e alta velocità, breve tempo di raffreddamento (secondi), breve tempo di ciclo per pezzo (ad esempio, le parti pressofuse in alluminio possono raggiungere 10-30 secondi/pezzo) |
| Costo della muffa | Basso: gli stampi in sabbia e gli stampi in gesso sono economici (adatti per piccoli lotti) | Alto: gli stampi per pressofusione richiedono lavorazioni di precisione (ad esempio CNC, EDM), costi elevati (adatti per grandi lotti) |
| Adattabilità in batch | Adatto per piccoli lotti, produzione multivariata | Adatto per grandi lotti, produzione standardizzata |
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano