Contenuto
Pressofusione è uno dei processi di produzione dei metalli più efficienti ed economici oggi disponibili. In breve: se hai bisogno di volumi elevati di parti metalliche precise e complesse, la pressofusione è probabilmente la soluzione migliore . Offre tolleranze dimensionali strette, finiture superficiali eccellenti e tempi di ciclo rapidi che pochi altri processi possono eguagliare. Questa guida copre tutto ciò che devi sapere, dal funzionamento del processo ai suoi limiti, metodi e applicazioni nel mondo reale.

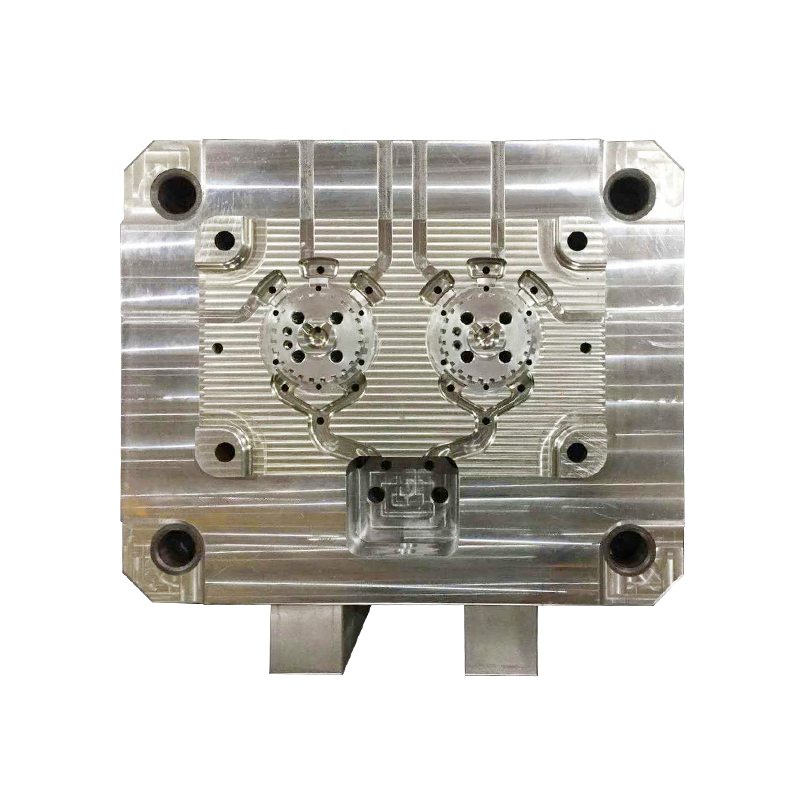
La pressofusione è un processo di fusione del metallo in cui il metallo fuso viene forzato ad alta pressione in uno stampo di acciaio riutilizzabile (chiamato "stampo"). Una volta che il metallo si solidifica, la fustella si apre e il pezzo finito viene espulso. Lo stampo può quindi essere riutilizzato, in genere per decine di migliaia o centinaia di migliaia di cicli.
I metalli più comunemente usati nella pressofusione includono leghe di alluminio, zinco, magnesio e rame . L’alluminio è di gran lunga il più popolare grazie al suo eccellente rapporto resistenza/peso, resistenza alla corrosione e conduttività termica.
A differenza della fusione in sabbia, che utilizza stampi consumabili, la pressofusione utilizza utensili in acciaio permanenti. Ciò lo rende ideale per la produzione di volumi elevati in cui coerenza e ripetibilità sono fondamentali.

Il ciclo di pressofusione segue una sequenza coerente:
I tempi di ciclo variano in base alle dimensioni e alla complessità della parte, ma in genere variano da da pochi secondi a pochi minuti . Una cella di pressofusione dell’alluminio ben ottimizzata può produrre centinaia di pezzi all’ora.

I due metodi principali di pressofusione differiscono nel modo in cui il metallo fuso viene introdotto nello stampo:
Nella pressofusione a camera calda, il meccanismo di iniezione è immerso direttamente nel metallo fuso. Questo metodo offre tempi di ciclo più rapidi ed è più adatto per metalli a basso punto di fusione come le leghe di zinco, stagno e piombo. Non è adatto per l'alluminio, poiché l'alluminio corroderebbe i componenti sommersi.
Nella pressofusione a camera fredda, il metallo fuso viene versato in una camera di iniezione separata prima di ogni iniezione. Questo approccio viene utilizzato per leghe di alluminio, magnesio e rame — metalli con punti di fusione più elevati che danneggerebbero un sistema a camera calda. Anche se leggermente più lenta della pressofusione a camera calda, la pressofusione a camera fredda consente la produzione di parti più resistenti e durevoli.
| Caratteristica | Camera Calda | Camera fredda |
|---|---|---|
| Metalli adatti | Zinco, Stagno, Piombo | Alluminio, Magnesio, Rame |
| Velocità del ciclo | Più veloce | Leggermente più lento |
| Pressione di iniezione | Più in basso | Più in alto |
| Forza della parte | Moderato | Più in alto |
| Applicazioni tipiche | Piccole parti di consumo | Automobilistico, industriale |

La pressofusione raggiunge costantemente tolleranze di ±0,1 mm o più stretto , spesso eliminando la necessità di lavorazioni secondarie. Questo livello di ripetibilità su migliaia di parti è difficile da eguagliare con altri metodi di fusione.
Una volta installate le attrezzature, le macchine per pressofusione possono funzionare 24 ore su 24, producendo parti in cicli brevissimi 15-20 secondi per piccoli componenti in alluminio. Questa produttività lo rende uno dei metodi più veloci per la produzione di parti metalliche in grandi volumi.
La pressofusione supporta caratteristiche interne complesse, pareti sottili (sottili come 0,5 mm in alcune applicazioni sull'alluminio), sottosquadri e componenti dalla forma quasi perfetta che sarebbero costosi o impossibili con la sola lavorazione meccanica.
Sebbene i costi iniziali degli utensili siano significativi, il costo per pezzo diminuisce drasticamente su larga scala. Per cicli di produzione di decine di migliaia o più, la pressofusione è in genere molto più economica della lavorazione CNC o di altri processi.

La pressofusione non è priva di compromessi. Comprenderne i limiti aiuta a determinare se è il processo giusto per il tuo progetto.
Un singolo stampo per pressofusione di alluminio può costare ovunque $ 10.000 a oltre $ 100.000 , a seconda della complessità. Ciò rende la pressofusione una scelta sbagliata per prototipi o volumi di produzione molto bassi.
La pressofusione è limitata ai metalli non ferrosi. L'acciaio e il ferro non possono essere pressofusi perché il loro elevato punto di fusione distruggerebbe le matrici d'acciaio. Se il tuo progetto richiede metalli ferrosi, è necessario prendere in considerazione processi alternativi come la fusione a cera persa o la fusione in sabbia.
L'aria può rimanere intrappolata nella cavità dello stampo durante l'iniezione, creando porosità interna. Ciò può compromettere la resistenza meccanica e rendere la parte inadatta per applicazioni a tenuta di pressione a meno che non venga controllata tramite pressofusione sotto vuoto o altre tecniche.
La maggior parte delle macchine per pressofusione sono adatte per pezzi fino a circa 25 chilogrammi . I componenti molto grandi sono meglio serviti dalla fusione in sabbia o da altri processi basati sulla gravità.
Le matrici in acciaio si usurano nel tempo, in particolare con le leghe ad alta temperatura. Programmi di manutenzione adeguati sono essenziali per preservare l'accuratezza dimensionale e prolungare la durata dello stampo, in genere Da 100.000 a 500.000 colpi a seconda dei materiali e dei parametri di processo.
In qualità di produttore cinese di stampi per pressofusione e fabbrica di stampi per pressofusione personalizzati, Ningbo Jieda Moulding & Machine Co., Ltd. offre una gamma completa di processi di fusione per soddisfare le diverse geometrie delle parti, materiali e requisiti di volume.
Il metodo di pressofusione più comune. Il metallo fuso viene iniettato a pressioni fino a 25.000 PSI , producendo parti dense e precise con eccellente finitura superficiale. Jieda gestisce macchine Lijin di Hong Kong da da 200T a 1600T forza di serraggio per adattarsi a un'ampia gamma di dimensioni delle parti.
Il metallo viene spinto verso l'alto nello stampo utilizzando una bassa pressione (tipicamente 0,7–1,0 bar ), consentendo un migliore controllo del flusso del metallo e una ridotta turbolenza. Questo metodo è particolarmente adatto per parti strutturali che richiedono proprietà meccaniche più elevate e minore porosità.
Una scelta economica per la produzione in volumi ridotti o per geometrie grandi e complesse in cui il costo degli utensili permanenti non è giustificato. Gli stampi di sabbia vengono creati da un modello e scartati dopo ogni colata, rendendo questo metodo altamente flessibile.
Un modello in cera viene rivestito con un guscio di ceramica, quindi fuso per lasciare una cavità precisa. La fusione a cera persa produce parti con dettagli superficiali e precisione eccezionali, spesso utilizzate per componenti aerospaziali, dispositivi medici e parti industriali complesse.
Il metallo fuso viene versato in uno stampo metallico permanente utilizzando la gravità anziché la pressione. Ciò si traduce in una porosità inferiore rispetto alla pressofusione ad alta pressione ed è particolarmente adatto per la produzione in volumi medi di parti più dense e strutturalmente impegnative.

Le parti grezze pressofuse spesso richiedono un trattamento superficiale o una lavorazione secondaria prima di essere pronte per l'uso. Le operazioni di finitura comuni includono:
Jieda fornisce un servizio completo di trattamento superficiale e finitura insieme alle operazioni di fusione, fornendo componenti pronti all'uso ai clienti dei settori automobilistico, automobilistico, pneumatico, delle comunicazioni e delle nuove energie.
La pressofusione viene utilizzata praticamente in tutti i principali settori che richiedono componenti metallici in grandi volumi. Le principali aree di applicazione includono:
| Industria | Parti tipiche pressofuse | Materiale comune |
|---|---|---|
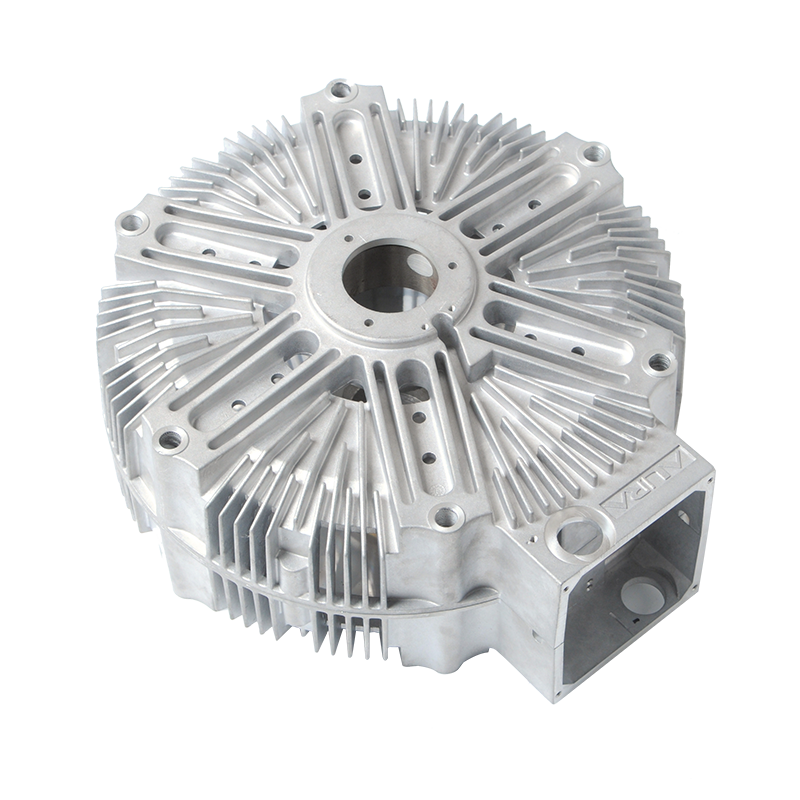
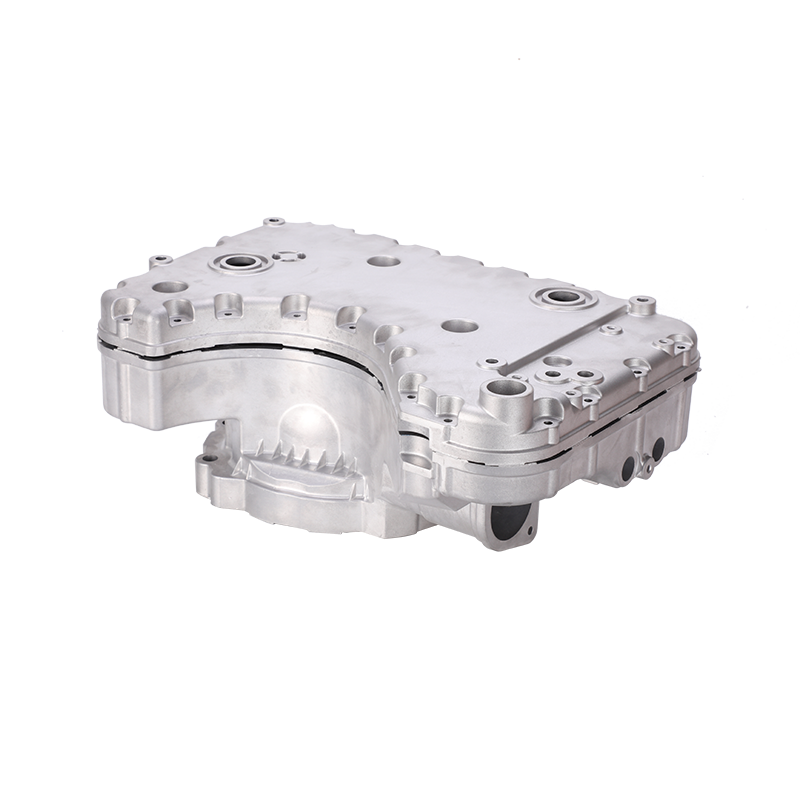
| Automobilistico | Alloggiamenti motore, scatole trasmissione, staffe | Alluminio, Magnesio |
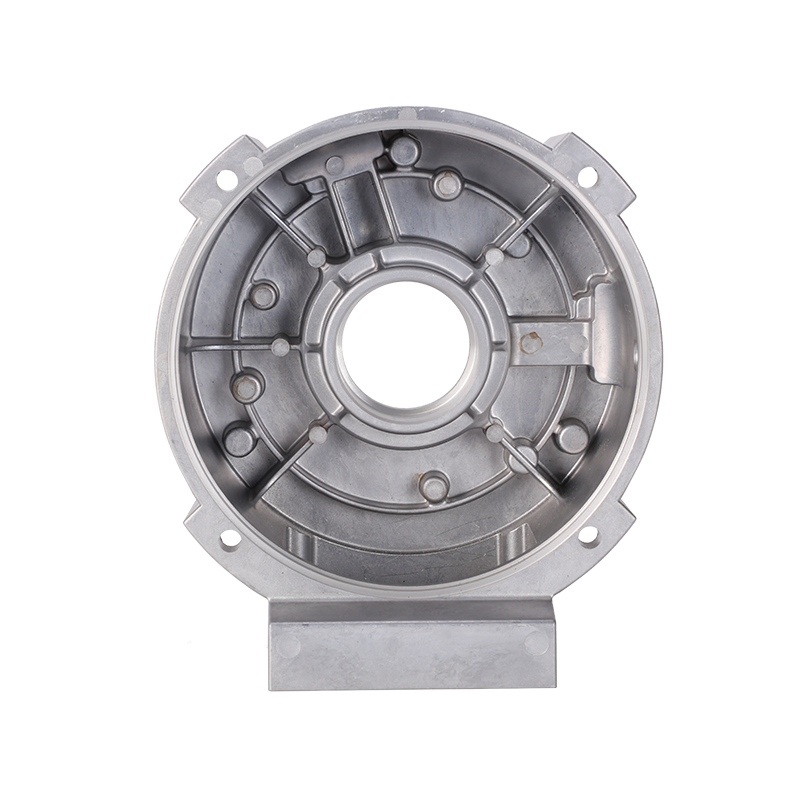
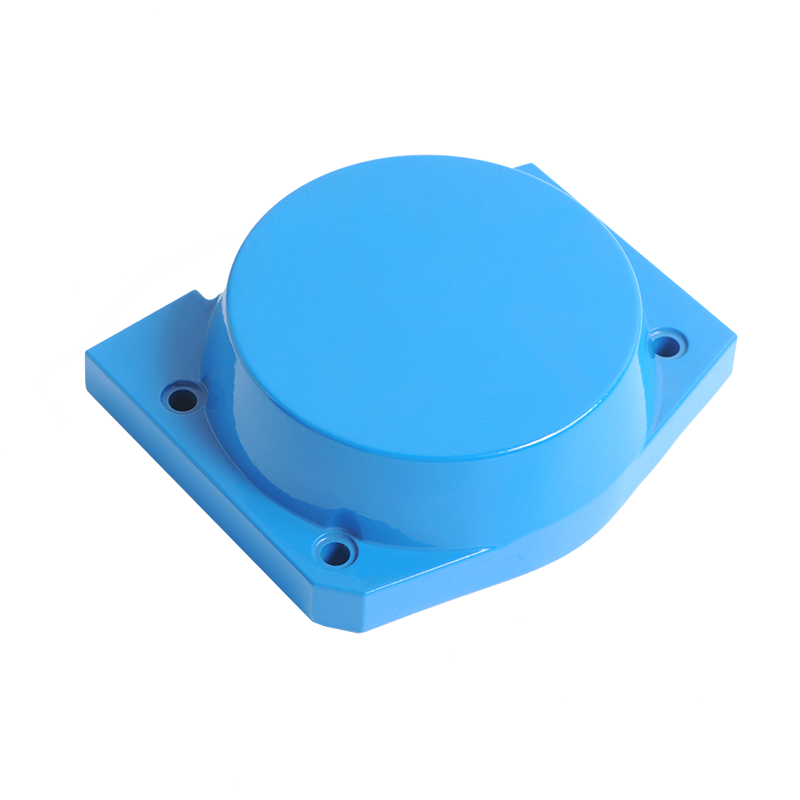
| Motori elettrici | Scudi terminali, alloggiamenti, telai rotore | Alluminio |
| Pneumatica | Corpi valvola, alloggiamenti cilindri | Alluminio, Zinc |
| Telecomunicazioni | Involucri, dissipatori di calore, componenti di antenne | Alluminio, Zinc |
| Nuova Energia/Fotovoltaico | Custodie per inverter, telai di montaggio | Alluminio |
| Illuminazione | Alloggiamenti LED, corpi lampada, dissipatori di calore | Alluminio |
| Riduttori/Riduttori | Alloggiamenti di riduttori, scatole di ingranaggi | Alluminio |

Fondata nel 1987, Ningbo Jieda Moulding & Machine Co., Ltd. è un'impresa high-tech nazionale con sede a Beilun, Ningbo, una città riconosciuta come la "città natale degli stampi per pressofusione in Cina". Con oltre 35 anni di esperienza, Jieda apporta ad ogni progetto una combinazione di profonda competenza tecnica e comprovata scala di produzione.
Le funzionalità e le credenziali principali includono:
La posizione di Jieda a Beilun offre anche vantaggi logistici diretti — adiacente a Porto di Beilun e l'autostrada Hangzhou-Ningbo, che consente spedizioni internazionali veloci e affidabili a clienti globali.
La pressofusione è la scelta giusta quando il tuo progetto soddisfa questi criteri:
Se i tuoi volumi sono bassi, la tua parte è molto grande o hai bisogno di materiale ferroso, potrebbero essere più appropriati metodi di fusione alternativi come la fusione in sabbia o la fusione a cera persa. Il team di ingegneri di Jieda può valutare i tuoi requisiti specifici e consigliare il processo più adatto, che si tratti di pressofusione ad alta pressione, pressofusione a bassa pressione, fusione per gravità o di un altro metodo.
Contatta Jieda oggi stesso per discutere del tuo progetto e ricevere una soluzione su misura supportata da oltre tre decenni di esperienza nella pressofusione di precisione.
SEI PRONTO PER COOPERARE CON Jieda?
* La tua email è al sicuro con noi, non facciamo spam.
PRODOTTI
INFORMAZIONI DI CONTATTO
nbjd011@126.com
+86-574-86115705
No. 58 Mold Via, Zona Industriale Tecnologica di Daqi, Distretto di Beilun, Città di Ningbo
 English
English
 Español
Español
 italiano
italiano